Mastering preventive maintenance, timely consumable replacements, and proper liner trimming are key to prolonging the lifetime of MIG welding equipment. Discover proactive measures to follow for enhancing durability and performance while decreasing downtime, boosting productivity, and cutting operating costs by reading our full article in the March featured in the March 2024 issue of MetalForming Magazine.
5 Factors to Consider When Choosing a MIG Welding Gun
5 Factors to Consider When Choosing a MIG Welding Gun

MIG welding is considered one of the easiest welding processes to learn and is useful for a variety of applications and industries. To maximize the benefits this versatile process offers, it is imperative to select the right MIG gun for the job. Choosing the right MIG gun directly affects efficiency, quality and safety — a trifecta every operator is trying to master to create a more comfortable and effective environment. There are five key factors when choosing the right MIG gun for your needs.
Click here to read the full article featured in the March 2024 issue of Fabricating and Metalworking Magazine.
Five Equipment Adjustments to Improve Weld Quality
Five Equipment Adjustments to Improve Weld Quality
Regardless of your skill level, you need to make sure that the equipment you use, works as hard as you do. Consider these components of your welding system to help weld conistency. Could it be time to take a good look at your equipment? Read our article published in the November issue of Fabricating & Metalworking.
South Louisiana Community College Chooses Bernard® Semi-Automatic MIG Welding Guns and AccuLock™ Consumables for Welding Education | Customer Testimonial
South Louisiana Community College Chooses Bernard® Semi-Automatic MIG Welding Guns and AccuLock™ Consumables for Welding Education
South Louisiana Community College (SLCC) has made a game-changing decision to enhance its welding education program by incorporating Bernard semi-automatic welding guns and AccuLock consumables into its classrooms. This shift marks a significant departure from the MIG guns and consumables they had been using for decades.
The transition began within the last year after SLCC’s welding technology instructors began noticing some challenges the students were facing with the welding guns and consumables that they were using. They noticed it took students 20 minutes to change a liner with their current welding guns and consumables.
Enter Bernard. After meeting with the instructors and listening to their pains points and need for improvement – Bernard configured a lightweight MIG welding gun with the AccuLock S dual-locked liner consumable system to test in the classrooms. Instructors and students immediately saw the benefits.
The AccuLock S dual-locked liner system makes liner installation error-proof by eliminating the guesswork and potential errors that can occur when trimming a liner. More importantly, it maximized their limited time in the classroom. The superior performance of AccuLock contact tips stood out most. SLCC saw a remarkable 50% improvement in tip life compared to the products they were using previously. AccuLock contact tips lasted twice as long.
The school found the benefits of using Bernard’s MIG welding guns and AccuLock S consumables for instructional purposes were clearly evident. The lightweight and durable design, coupled with the extended consumable life delivered a substantial return on investment. Not only does the switch to Bernard provide cost savings, but it also equips inexperienced welders with the tools that can withstand the rigors of training and real-world applications.
Bernard® and Tregaskiss® offer welding solutions at FABTECH 2023
Bernard® and Tregaskiss® offer welding solutions at FABTECH 2023
Tregaskiss and Bernard, manufacturer of semi-automatic, fixed automatic, cobot and robotic MIG welding guns, consumables and peripherals exhibited at FABTECH 2023, September 11-14 in Chicago. FABTECH is North America’s largest metal forming, fabricating, welding and finishing event that brings over 1,500 world-class suppliers worldwide together in one place.
This year Bernard and Tregaskiss presented its latest technology and cost-effective welding solutions to help manufacturers and fabricators improve weld quality and productivity. This year’s product showcase included:
- AccuLock™ Consumables: Enjoy more efficiency, less downtime and better weld quality in all of your semi-automatic and robotic welding operations with AccuLock S and AccuLock R Consumables. AccuLock S consumables for semi-automatic welding work to maximize productivity by reducing issues that lead to costly rework and downtime and increasing life. The available dual-locked liner system allows error-poof liner installation without measuring and is locked and concentrically aligned to both the contact tip and power pin to ensure optimized wire feeding. For welders looking to increase throughput and efficiency in their robotic welding operations, AccuLock R consumables help ensure your equipment continues to operate at its highest efficiency by reducing both planned and unplanned downtime. When used with AccuLock nozzles and diffusers, you will see no impact to Tool Center Point (TCP). The longer lifespan of AccuLock™ contact tips means fewer human interactions within your welding cells and fewer accidental errors. When AccuLock R users upgrade to AccuLock HDP contact tips they can increase contact tip life by an additional 6-10x longer in pulse welding applications.
- Bernard® Clean Air™ Fume Extraction Gun: Works to provide a cleaner, compliant work environment by reducing smoke at the source. The gun is designed with an adjustable vacuum chamber that can be adjusted to four different positions to optimize fume capture and gas flow. Welders can also benefit from the its 360-degree swivel to provide flexibility and reduce wrist fatigue when working in large weldment and confined spaces.
- Bernard® Self-Shielded Flux-Cored Guns: Bernard offers two self-shielded flux-cored welding guns, one with a fixed power cable liner and the other with a replaceable power cable liner. The Dura-Flux™ Self-Shielded Flux-Cored Gun is built for harsh and demanding environments. Its replaceable liner allows for quick and easy power cable maintenance; and the trigger is protected from dirt and dust to promote a long-lasting work life. Welders like this gun because it is extremely durable and comfortable to hold. The NEW Bernard IronPro™ 450 Self-Shielded FCAW Gun is designed for Miller® XMT® 650 ArcReach Miller® Systems this gun is ideal for outdoor environments. Its short handle and maneuverability make it an excellent choice for hard-to-reach weld joints. The gun’s sealed trigger remains slag and spatter free and is a contributing factor to the extended life of the gun.
- Bernard® Semi-Automatic Air- and Water-Cooled MIG Guns: Designed specifically to accommodate a variety of welding styles, preferences and applications, while keeping related parts and consumables to a minimum. BTB Air-Cooled Guns optimize productivity, welder ergonomics and weld access. Operators can customize this gun line with a variety of necks, handles and trigger styles. Its industrial-grade performance and reliability withstands demanding and abusive environments. TGX® XS Series Air-Cooled Gun is perfect for low volume, light- to medium-duty welding. TGX MIG guns are durable, and ideally suited for lower amperage welding applications and shorter arc-on times.BTB Water-Cooled Guns are engineered for superior performance in production environments requiring extremely high-heat applications. W-Gun Water-Cooled Gun offers heavy duty necks in multiple length and bend configurations to allow for optimal weld accessibility and improved operator comfort. A flexible cable assembly with reinforced synthetic rubber hoses prevents water leakage, provides increased water flow, and reduces gas leakage. T-Gun™ Water-Cooled Gun features a straight handle, and an insulated and armored stainless-steel neck to withstand abuse.
- Tregaskiss® BA1 Cobot Air-Cooled MIG Gun: Designed for Miller® Copilot™ and other collaborative welding systems the cobot gun is fast and simple to install and consistently delivers high-quality welds. The BA1 cobot MIG gun is built for exceptional durability and uses long-lasting AccuLock™ R consumables — together, they minimize downtime, make maintenance easier, and increase productivity.
- Tregaskiss® TOUGH GUN® TA3 Robotic Air-Cooled MIG Gun: TheTOUGH GUN® TA3 robotic air-cooled MIG gun feeds through the robot arm and provides outstanding precision and reliability, featuring a unique and durable LSR+ (low-stress robotic) unicable with SmoothTurn(TM) technology
- Tregaskiss® TOUGH GUN® TT4 Reamer: Power through the toughest spatter with the TOUGH GUN TT4 reamer. Available in analog and Ethernet models, this robotic nozzle cleaning station is a reliable solution with superior cleaning performance and high durability components that allow for quick and easy maintenance. The reamer offers the following standard features:
- Anti-spatter reservoir with increased fluid capacity, featuring a tethered cap, removable easy-to-clean filter, and a low fluid level indicator
- Dedicated motor lubricator
- Spray containment unit
Additional options include nozzle detect and wire cutter, and installed on the TOUGH GUN® reamer stand. , plus all TOUGH GUN TT4 reamer robotic nozzle cleaning stations come with an industry-leading 2 year warranty that can be extended to 3 years with exclusive use of TOUGH GARD anti-spatter liquid.
MIG Welding FAQ: Best Practices for MIG Success

MIG Welding FAQ: Best Practices for MIG Success
Estimated reading time: 6 minutes
MIG is the most frequently used welding process in general manufacturing and fabrication, thanks to its ease of use, versatility, and productivity benefits.

While MIG is widely used, some operations may still run into issues that require troubleshooting. Understanding the basics of MIG welding and following best practices for operator technique as well as gas and consumable selection can help optimize results with the process.
Q: What are the main advantages of MIG welding?
MIG offers productivity benefits when compared to some other welding processes such as TIG and Stick, thanks to its higher travel speeds and deposition rates. MIG is also considered easier for new welders to learn, so it can be a good option for operations that struggle to find skilled welders.
MIG could be utilized with either solid filler wires or tubular wires such as Metal Cored and when used with Flux Cored wires it is referred to as Flux Cored welding. Tubular wires in general can be run at higher speeds and deposit more weld metal, so they even offer higher productivity gains than Solid wires.
Q: What are the differences between MIG and TIG welding?
There are many factors to consider when choosing the right welding process for your application. These include base material type and thickness, weld appearance requirements, productivity requirements, the welding environment and available skilled labor.
TIG welding is generally used in niche applications, such as those that require high-precision welds or extremely high aesthetic quality. TIG is frequently used with special-grade materials like titanium or stainless steel. In comparison, MIG can be used in higher production applications where increased throughput is important, and it’s a good option for a wide variety of metals.
A typical travel speed in TIG welding is 4-6 inches per minute. With MIG welding, travel speeds are much higher; 6 inches per minute are considered slow, and 15 to 20 inches per minute are common. Deposition rates are also much higher with MIG welding.
Regarding training, TIG is considered the most difficult welding process to learn and master since it uses both hands. An operator may take a few months to become proficient in TIG, while a new welder could be proficient in MIG within a week or two.
Q: What is the right shielding gas for MIG welding?
Shielding gas plays an important role in determining weld penetration profiles, arc stability, mechanical properties of the finished weld, the transfer process you use and more.
The filler metal manufacturer often provides shielding gas recommendations for the type of wire being used, so it’s a good idea to first consult the wire specification sheet.
When using flux-cored wire, 100% CO2 or an 80/20 Argon/CO2 mix are common choices. When it comes to solid wire or metal-cored wire, the right gas is dependent on the transfer mode being used. A short-circuit transfer mode works with 100% CO2 gas in most cases but can still run on mixed gas. While using a pulse or spray transfer, a higher Argon content is needed, and an 80/20 Argon/CO2 is the right choice.
The base material also plays a role in choosing the right gas. Aluminum requires 100% argon, while stainless steel requires at least 98% argon.
Q: Which is better: a push or a pull technique?
The technique choice may come down to operator preference in most cases, but there are some best practices. For example, when welding aluminum, a push angle is generally better because it helps the cleaning action of the oxidation layer on aluminum, similarly uphill position, a push angle is good for visibility and penetration. While if you use Flux Cored wire to weld carbon steel then a pull angle is going to work better in this case to give enough time to the slag not to be entrapped in the weld metal.
Q: What is the proper wire stick-out?
Maintaining a proper stick-out is important to achieving the best results in MIG welding, a too-long or a too-short stick-out will affect the weld quality and appearance. A 3/8-inch stick-out is a good starting point, but operators can deviate from that based on preference, wire diameter and accessibility to the weld.
Q: What amperage MIG welding gun is needed?
To choose the right MIG welding gun, consider the specifics of the application. The wire feed speed and wire diameter are two of the most important factors in determining proper gun amperage. Are you welding heavy wall materials, like heavy equipment or heavy steel structures? Those jobs will likely require a high deposition, hence a high-amperage welding gun — such as an Air-cooled 400-amp gun with at least a 60%-80% duty cycle or above, and in some cases a water-cooled gun. If you weld lighter walls and shorter beads, you may consider a 200 to 300-amp gun.

The most common amperage choice in the industry is a 300- to 400-amp, air-cooled MIG gun. This gun can address the majority of the MIG welding applications and can run the most common wire sizes such as 0.045” and 0.052”.
A good starting point would also be the welding procedure in place that specifies the amperage needed for the weld, which would help in choosing the gun’s amperage. Another easy way is to match the welding machine amperage output, a 400-amp welder would run well with a 400-amp gun in most cases, but this might not be the most effective way to select the right amperage gun when compared to the other methods mentioned above.
Q: How can an operation make consumables last longer?
Using the OEM consumables designed to be used with a specific MIG gun and welding system is important. Because these consumables are machined to very tight tolerances and go through high-quality measures which in turn is translated into higher quality welds and longer consumable life.
Be sure to choose a contact tip that is the appropriate size for the wire diameter — an oversized or undersized contact tip will wear faster and result in poor performance. In addition, follow the gun manufacturer’s recommendations for consumable installation and changeover, check connections regularly, install and trim to the right length, select the right nozzle material, size and recess/extension, and finally clean your consumables regularly and change them when needed.
Written by Mostafa Hanafy (mostafa.hanafy@tregaskiss.com) , Market Segment Manager, Tregaskiss and Bernard. Republished with permission from Fabricating and Metalworking (August 2023).
Upfront Cost vs. Total Cost of Ownership of MIG Guns and Consumables
Upfront Cost vs. Total Cost of Ownership of MIG Guns and Consumables
Estimated reading time: 4 minutes
While it may be tempting for companies to purchase MIG welding guns and welding consumables based on price, lower upfront costs don’t always add up to savings. Less expensive products often lack in quality and bring risk to the profitability of the welding operation. This can come in the form of:

- Downtime for troubleshooting
- Shortened product life span
- Missed production goals
- Poor MIG gun and consumable performance
- Poor quality welds and associated rework
For these reasons, it’s important to look at MIG guns and consumables as more than simple commodities. Welding engineers, production managers and purchasing agents, along with other stakeholders, should instead look at the total cost of ownership of these products. Those with a higher upfront cost can help reduce risks and save money in the long term.
A look at MIG welding guns
When considering the total cost of ownership of a MIG gun, there are several factors to keep in mind. For example, less expensive guns may require more maintenance and repairs over the life span of the product. Parts like necks, handles and triggers may need frequent attention, resulting in increased expenses for replacement and downtime for changeover. With labor being the largest expense in a welding operation, time spent on activities other than welding come at a price.
Lower quality guns may also require more downtime for troubleshooting issues like poor wire feeding. This not only stops production, preventing parts from moving out the door, but it also keeps welding supervisors or others from more important tasks. When an employee’s job is to keep the weld cells running smoothly, any distraction for troubleshooting can negatively affect the productivity and profitability of the welding operation.
To lower the total cost of ownership of a MIG gun, companies should look for quality products with a long life span. Guns that offer the ability to repair the power cables are a good option. In this case, the downtime and cost for replacement is a benefit. It is less expensive to repair the cable than to buy a brand-new gun. Companies should also look at a gun’s warranty.
With heavy industrial use, a high-quality MIG welding gun typically lasts one to two years and those, like Bernard® BTB guns, include a one-year warranty. Some Bernard guns also have a lifetime warranty on triggers, switches and handles.
Considerations for consumables
Poor quality, cheaper consumables — contact tips, gas diffusers, nozzles and liners — can lead to a host of problems that increase downtime and costs. These include an erratic arc, burnbacks, birdnests and a short life span (particularly for contact tips) that can lead to rework. Such issues also increase instances of troubleshooting and make less expensive consumables pricier in the long term.
Cheaper contact tips can be prone to keyholing, or an uneven wear of the bore, and may not be as consistent in terms of electrical conductivity. Both can affect welding performance and shorten product life.
Conversely, premium consumables can lower the total cost of ownership in a welding operation. The longer they last, and the easier they are to install, the less downtime for changeover and the less expense for replacement. AccuLock™ contact tips feature a coarse thread that eliminates cross-threading and 60% of this consumable is buried in the diffuser, so it is away from heat during welding. As a result, these contact tips last two to three times longer than competitive ones. For robotic applications, AccuLock HDP contact tips last six to 10 times longer. This extended life can help increase production by reducing the number of scheduled changeovers.
QUICK LOAD™ liners are also a good option for robotic applications, as they load from the front of the robotic welding gun — safely out of the weld cell — in less than half the time needed for a conventional liner. The liner in the AccuLock S consumable system offers error-proof liner trimming without measuring, to prevent issues with wire feeding.
MIG gun and consumables trials
When it comes to MIG guns and consumables, time is money. Repairs, replacements and rework all add up and affect the total cost of ownership of these products — not to mention the company’s bottom line. Making a conversion to higher quality options can yield good results and the benefits can be verified with a MIG gun and consumables trial prior to implementation. These trials help establish a baseline for improvements and provide data that allows companies to assess the upfront cost of products compared to the cost of downtime. With this information in hand, companies can make an informed decision about alternative MIG welding guns and consumables.
Making a MIG Gun Last in Harsh Manufacturing Environments
Making a MIG Gun Last in Harsh Manufacturing Environments
Whether it’s a high amperage application, high or low ambient temperatures, or humidity, harsh manufacturing environments can be tough on welding equipment — including MIG guns and consumables. Confined, cluttered or dirty weld cells can also negatively affect this equipment.

Cleaning and organizing the weld cell, plus areas upstream and downstream, can help prevent some issues — for example, damage to welding gun cables caused by forklifts running over them. However, operators can’t change factors such as heat or cold or the amperage required for the job. For that reason, it’s important to look for a durable MIG welding gun and consumables and know how to protect them. Not only does that help minimize costs for replacement, but it also supports productivity by reducing downtime for changeover.
What to look for
One of the best defenses against the elements in a harsh manufacturing environment is to choose a MIG gun with robust components and make certain it’s the best option for the job. Consider these factors.
Duty cycle
This is the most important factor in selecting a MIG gun for any operation, but especially in a harsh environment. Duty cycle is the amount of arc-on time within a 10-minute period that a gun is capable of being used. Manufacturers in the U.S. rate their MIG welding guns according to the National Electrical Manufacturers Association (NEMA), with the rating reflecting the temperatures at which the gun or cable becomes too warm for use. For example, a gun may be rated at 400 amps and 100% duty cycle, meaning it can weld the entire 10 minutes at 400 amps (or even longer at a lower amperage) without discomfort to the operator.

In areas of high heat and humidity, it is helpful to use a MIG gun offering 100% duty cycle and higher amperages than needed for the application. If a welding shop is experiencing 80% humidity and it is 100 degrees F outside, that ambient temperature will reduce the duty cycle — a 400-amp gun may drop from 100% duty cycle to a 60% duty cycle range.
Handles
MIG gun handles should be manufactured with materials designed to withstand heat. Those with added glass in the plastic mold material are particularly adept at resisting wear in harsh environments. Tubular handles are also an option, as they tend to be a bit larger, and they have a slight air gap between the handle and the power cable that adds to its durability and heat tolerance. However, each handle material and design can have its own pros and cons. High glass content will create a more brittle handle, while more malleable materials may withstand less heat but not break as easily if abused.
Trigger
Trigger designs vary by manufacturer. The best option to protect against harsh elements is a micro-switch trigger, which is sealed. MIG guns with straight handles typically have a trigger that is enclosed to protect against dirt and debris. Avoid contact triggers, as these feature a spring and two contacts that touch each other when the operator presses down on it. Dirt can get inside of these triggers and break the contacts, preventing good electrical connections.
Neck
A MIG welding gun neck with aluminum armor on the outside is a durable choice. This type of neck is also lightweight, so it is more comfortable for the operator. MIG gun neck grips can also increase comfort, as well as control.

Power cable
Look for a power cable with a thick rubber outer jacket. While this type of cable may add some to its stiffness and weight, it will last longer. It can better take the abuse of being dragged on the floor, run over edges and exposed to hot materials. There are also power cable jackets that further protect power cables in harsh environments. A good jacket option is one with a tubular design versus one with Velcro or buttons. A power cable with higher-quality grades and higher amounts of copper adds to its durability and performance, as well.
Consumables
Welding contact tips, nozzles and gas diffusers made from quality copper or chrome zirconium are reliable complements to a sturdy MIG gun. Typically, higher-quality welding consumables cost more upfront; however, they last longer. Having fewer changeovers during shifts can save money for labor and replacement consumables in the long run. Contact tips, like those in AccuLock™ S consumable systems, have 60% of the tip buried within the gas diffuser. This keeps heat from the weld away from the tip, so it lasts longer. Shielding gas also cools the contact tip tail to protect it.
Maintain and protect
Preventive maintenance is critical in any welding operation, but especially in harsh manufacturing environments. Purchasing a gun that is repairable and can be maintained versus thrown away is a smart investment. In the long term, operators and maintenance personnel can gain more life from the gun even when exposed to heat, humidity and other elements.

Periodically, remove the welding gun liner and blow out any dust or debris that accumulated with compressed air. Take care not to drag the liner on the ground, where it can pick up more dirt or inadvertently become damaged.
At the start of every shift, especially when operators share MIG guns, check all connections. Tighten connections along the length of the gun — between the welding contact tip, gas diffuser, neck, power cable and power pin. Also check that the screws on the handle are tight and the trigger is functioning. When using a MIG welding gun with a rotatable neck, be certain to tighten it to avoid wire feeding problems.
Being mindful
The best defense to protect a MIG gun used in a harsh manufacturing environment is to make sure to select a durable one in the first place. Look for quality components and take care to schedule preventive maintenance. Treat the MIG welding gun just like any other piece of equipment in the welding operation, caring for it with regular inspections. Doing so can increase its lifespan and help prevent downtime and the cost for replacement.
Welder Training Tips to Help Improve Productivity
Welder Training Tips To Help Improve Productivity
Estimated reading time: 6 minutes
Improving productivity in semi-automatic operations isn’t simply about welding faster and working harder. Instead, there are ways to create consistency in the process and support quality so that companies can avoid downtime that adversely affects throughput.
When training new welders, it’s important to provide a solid foundation of knowledge to achieve the best results. Taking the time to establish and expand welders’ skill sets shows welders companies are invested in them, and as welders gain more experience, they become more confident. The aim is to empower them and provide all the information necessary to be productive.
To instill good habits from the start, consider some key training tips.

Put safety first
A safe welder is a productive welder. By training new welders to follow welding safety protocols, there is less risk of lost productivity due to injury. Wearing the appropriate personal protective equipment (PPE) is important. This includes a properly fitted helmet, safety glasses, flame-resistant jacket or sleeves, welding gloves and steel-toed, rubber-soled boots. If the process is prone to higher levels of fume generation, correct use of a respirator is necessary. Train welders to read and follow all equipment labels and their owner’s manual carefully before operating welding equipment. Training also includes checking the power source ground, securing workpieces in the best possible manner and keeping their heads out of the weld plume when welding.
Establish consistent weld prep
Following best practices for weld prep supports high weld quality, reduces rework and scrap, and improves productivity. As part of new welder training, welders should understand their power source settings, type and levels of the shielding gas being used, and how to clean the base material. Checking that all welding consumable connections are tight can minimize electrical resistance that could lead to burnbacks (the formation of a weld in the contact tip) and downtime for tip changeover.
Install welding consumables correctly
Downtime to address liner issues is common in semi-automatic welding operations and is typically caused by incorrect installation. This can lead to bird-nesting (a tangle of wire in the drive rolls), poor wire feeding, an erratic arc, wire chatter, burnbacks and more. Always use a liner gauge when trimming a liner; or consider a consumable system like AccuLock™ S, which provides error-proof liner installation without measuring. The liner locks and is aligned to the power pin and the contact tip to ensure proper wire feeding. New welders should also learn to install and tighten contact tips according to the consumable manufacturer’s recommendation.
Focus on comfort
Training welders to pay attention to their posture and the angle they hold their MIG welding gun can help reduce fatigue and the risk of welding-related musculoskeletal disorders that lead to lost productivity. Whenever possible, welders should position themselves so they are welding the workpiece in the range between their waist and shoulders. This may require a work stool or adjustable chair. Welders should also keep their hands and welding gun at or slightly below elbow height. Gaining good visibility to the weld joint can encourage proper posture.

Follow welding procedures
Welding procedure specifications (WPS) are a means to create consistency in the welding operation by taking the guesswork out of the process. This document outlines welding parameters, filler metal type and diameter, wire feed speed (WFS), weld pass sequence and more. Training new welders to follow the details in a WPS can help ensure that they produce quality welds and remain productive.
Use the right equipment
New welders should be trained to use the best equipment and tools for the job — and ones that best suit them. A MIG welding gun that fits the welder’s hand comfortably will help maximize their time when welding. Using a hammer for repositioning a part, as opposed to the MIG gun itself, can prevent damage to the gun that leads to downtime for repairs or replacement.
Likewise, having the correct wrench for installing gas diffusers or welpers for tightening contact tips helps ensure snug connections and lessens the opportunity for issues. Using the wrong tools or not tightening parts properly leads to loose connections that cause electrical resistance. This, in turn, increases heat and wears out the equipment prematurely.
Employ proper techniques
Welding techniques vary according to the process, the welding position and the thickness of the base material. For example, when MIG welding with solid or metal-cored wire, welders need to learn to use a push technique, while a flux-cored process requires a drag technique. Train welders on the proper gun angles for flat, horizontal and out-of-position welding applications so they are able to fill the joint with the appropriate amount of weld metal and avoid issues like lack of fusion.
Recognize signs of trouble
Training new welders to quickly identify issues in the welding process can minimize downtime for troubleshooting. They should be given the guidance to identify the causes of common problems like porosity, burnbacks, poor deposition and more, along with their solutions. Welders should also be able to recognize signs that equipment needs to be repaired or replaced — for example, a welding contact tip that is keyholing (wearing at the bore unevenly) or a gun that has nicks in the power cable. Companies can provide troubleshooting cards with quick checklists to keep in the weld cell as reminders.
Keep communication open
Clearly communicating expectations to new welders and having supervisors who are responsive to questions are vital parts of training. It is about both learning and listening. As training continues and welders grow their skill sets, it’s important to establish two-way feedback. This way everyone can find common ground on what best practices could be. In some cases, new welders may identify a way to improve the operation based on experience they have from another job.
Successful new welder training
When companies commit to providing thorough new welder training, the aim is to establish skills that lead to consistency in quality and reduce downtime. The more they can avoid secondary work or additional processes, the better productivity will be. Plus, supporting the comfort and safety of welders can help make sure they perform their best every day, build confidence and help retain them as employees.
5 Tips for Improving Weld Quality
5 Tips for Improving Weld Quality
Estimated reading time: 7 minutes
Establishing consistent levels of weld quality is important for attaining production goals and a better bottom line in semi-automatic welding operations. However, there are many factors that can negatively impact those efforts, including a lack of skilled labor, inadequate or aging equipment or using the wrong welding consumables.

To avoid costly rework associated with poor weld quality, it’s critical to implement proper welder training. Evaluating the welding operation on a regular basis for issues can also help, along with following these key tips.
No. 1: Size contact tips correctly
Welding contact tips are available in a range of diameters — typically 0.023 to 1/8 inches — to accommodate different welding wire sizes. The wire packaging, in part, determines what size contact tip is appropriate to support good weld quality.
Welding wires in larger drums — 500 pounds or more — have a larger cast and are flatter so there is less degree of arc. This means there is less opportunity for the wire to make consistent contact when feeding down the bore of the contact tip, resulting in an erratic arc and weld quality issues. To avoid problems when using copper and chrome zirconium welding contact tips (with Bernard and Tregaskiss consumables), undersize them for the diameter of wire. For example, match an 0.045-inch wire to a 0.039-inch contact tip. For other manufacturers’ contact tips, request recommendations.
Copper and chrome zirconium contact tips can be matched size for size with wire on spools or in drums less than 500 pounds since the wire has a tighter cast.
For AccuLock™ HDP contact tips, the wire and tip size can be matched regardless of the welding wire drum or spool size.

No. 2: Size and change over liners properly
As with contact tips, welding liners are available in various diameters and ranges, from 0.035 to 0.045 inch or from 0.045 to 1/16 inch. To avoid issues like burnback (the fusing of a weld in a contact tip), poor wire feeding and an erratic arc that can be detrimental to weld quality, match the diameter of welding wire to that of the liner. This supports the wire as it feeds through the liner.
It’s equally important to trim the liner properly. A liner that is too short can create wire chatter, an erratic arc and bird-nesting (a tangle of wire in the drive rolls). If the liner is too long, it can cause the wire to weave. Both situations can cause poor welds and, potentially, rework.
Always use the gauge provided by the manufacturer to ensure that the liner is trimmed correctly. The AccuLock S consumable system is also a good option, as it provides error-proof liner replacement. The liner loads through the neck at the front of the gun and is locked and trimmed flush with the power pin at the back of the gun, which eliminates the need to measure.
No. 3: Keep electrical resistance low
Electrical resistance — or interference with the flow of electricity in a semi-automatic MIG gun’s circuit — generates heat and can impede weld quality by negatively impacting the gun’s components. There are several causes that can be rectified to prevent issues such as inconsistent weld appearance or an erratic arc.
Through ongoing use, connections begin to wear and loosen, leading to electrical resistance. Address this problem by tightening connections between the gas diffuser, gun neck and handle, as well as the connections from the power cable to the power pin and wire feeder.
Power cable wear that results in hotspots can also lead to electrical resistance. This wear may not always be visible, so as a course of troubleshooting, operators should consider this problem as a cause of poor weld quality. Replace the cable as necessary to prevent issues. Likewise, increased electrical resistance can occur in the gun handle, since it is an area of high use and bending. Look for signs of wear and replace as needed.

No. 4: Be mindful of cleanliness
There are various aspects of cleaning and weld prep that can help support good weld quality. Always follow proper procedures for cleaning the base material to prevent defects like porosity that can be caused by welding through dirt, oil and debris.
It’s also important to be proactive about cleaning consumables. For example, weld spatter buildup in the nozzle or in the ports in the gas diffuser can hinder shielding gas coverage, which also leads to porosity. Clean or replace these consumables when excessive spatter is evident. Operators can also apply anti-spatter compound to the consumables by dipping the front inch and a half of the nozzle into the liquid. Use the anti-spatter compound sparingly to avoid damaging the nozzle insulator.
Storing consumables in a clean area minimizes the opportunity for dust, oil or other contaminants to adhere to the surface of the welding contact tip, nozzle and diffuser and adversely affect weld quality. A covered container with compartments for each welding consumable is a good option to protect them.

Also consider how to handle the welding liner during changeover. Be careful not to drag the liner on the floor while feeding it into the gun, since doing so can cause debris to collect on it and be pulled into the gun.
No. 5: Plan for inspection and maintenance
Preventative maintenance and ongoing care of the MIG gun and consumables can go far in supporting high weld quality. Set a schedule to inspect, maintain and repair the components.
Although often overlooked during regular inspections, the O-rings found throughout the gun are important to assess. If they start to degrade or break, they can cause shielding gas leaks that lead to porosity and potentially extra costs for shielding gas if the operator increases gas flow to compensate for the leak. Check O-rings on the power pin, gas diffuser and liner during routine preventive maintenance and replace these components as needed.
Look for damage to the power cable, such as nicks or tears that can impede gas flow. Visually inspect the gun handle for cracks or missing screws and the trigger for sticking or malfunction. Repair or replace as necessary.
Last, inspect the welding contact tip for keyholing (an oblong wear of the bore); this can cause drifting wire and arc start failures that affect weld quality.
Long-term results
Improving weld quality is a matter of ongoing evaluation. Supervisors and managers overseeing semi-automatic welding operations should regularly consult with welding operators to make sure they are following best practices. Ongoing training and quickly troubleshooting issues can also support good weld quality and prevent costly downtime and rework.
From Consumables to Communication: Reducing Human Error in Welding
From Consumables to Communication: Reducing Human Error in Welding
Estimated reading time: 4 minutes
Human error can take its toll on welding operations, leading to downtime and lost productivity, poor quality and increased costs. It can result from a variety of factors. An operator may know how to manage a process, but periodically misses a step or forgets to complete a task. Or an operator may believe he is conducting a task in the correct manner, but it is wrong.

To reduce problems, it’s important to provide proper training to semi-automatic and robotic welding operators. This includes not only training on the welding process, but also on how to spot errors when they occur.
Companies may want to rely on principles of poka-yoke to help. These principles could be applied in several ways in a welding operation.
- Elimination: Remove or change parts of the welding process that cause problems
- Prevention: Investing in equipment or processes that prevent errors
- Replacement: Substitute consumables with ones that are more consistent
- Facilitation: Streamline operations to reduce the risk of a welding operator causing an error
- Detection: Identify errors early and correct them before they lead to costly rework
- Mitigation: Find ways to reduce the impact of errors on the welding operation
With these high-level, error-proofing ideas in mind, it’s possible to put them into action in several specific ways.
Color-coded parts
Investing in welding consumables with color-coded parts can help eliminate confusion during installation. AccuLock™ S liners and power pin caps are color coded to make it easy to identify which power pin cap is compatible with which liner. For example, power pin caps with red washers are compatible with liners that have red shrink tube and so on.
Welding procedures
Implementing a welding procedure specification (WPS), and training operators to follow it, can help ensure consistent, high-quality welds. A WPS outlines details on the welding process and parameters, weld pass sequences, filler metal type and size, and more.
Error-proof consumables design
For operations with a mix of welding arcs or for all automated welding operations, AccuLock R consumables are designed to prevent errors associated with cross threading during installation. They feature a long contact tip tail that aligns in the diffuser prior to the thread engaging. This allows operators to install the tip easily and accurately. The AccuLock S welding gun liner also offers error-proof liner trimming with no measuring required for semi-automatic welding operations.
Long-lasting consumables
Consumables that last longer require less changeover, which means less interaction by the welding operator in the welding cell and less potential for errors. AccuLock contact tips offer a longer lifespan, particularly the AccuLock HDP tips. These last up to ten times longer than standard contact tips and are designed for use in pulsed MIG welding applications, where waveforms tend to be harsher on tips.
Inventory reduction
Taking steps to simplify inventory by having a lower variety of consumables can help prevent errors during changeover. The AccuLock S and AccuLock R consumable systems share a common contact tip, so the tip can be used in Bernard semi-automatic MIG guns and Tregaskiss robotic and fixed automatic guns.
Communication and reporting
Keeping open lines of communication among welding operators and with management is an important way to minimize and rectify errors. Knowing what is expected in the welding process is a good start, as is reporting errors when they occur so that they can be fixed and don’t lead to further complications.
Preventing errors in a welding operation requires attention to detail, a commitment to making improvements, and collaboration among welding operators and management. Everyone needs to take a vested interest in the process, knowing that it will help improve quality and productivity — and ultimately make everyone’s job easier.
MIG Welding Basics
MIG Welding Basics
Estimated reading time: 3 minutes
When it comes to MIG welding, it’s important for new welders to start with the basics to set a solid foundation for success. The process is generally forgiving, making it simpler to learn than TIG welding, for example. It can weld most metals and, as a continuously fed process, offers greater speed and efficiency than stick welding.

Welding safety
The very first consideration for new welders is welding safety. It is imperative to read and follow all labels and the equipment Owner’s Manuals carefully before installing, operating, or servicing welding equipment. Welders must wear proper eye protection to avoid arc flash burns and sparks. Always wear safety glasses and a welding helmet set to the appropriate shade level. Proper personal protective equipment attire is also critical to protect the skin from electric shock and burns. This includes:
- Leather shoes or boots.
- Leather or flame-resistant welding gloves
- Flame-resistant welding jacket or welding sleeves
Adequate ventilation is also an important safety factor. Welders should always keep their head out of the weld plume and be sure that the area in which they are welding has adequate ventilation. Some type of fume extraction may be needed. Fume extraction guns that remove the exhaust at the arc are also helpful, and are very efficient compared to floor or ceiling capture.
Welding transfer modes
Depending on base material and shielding gas, welders can weld in various welding transfer modes.
Short circuit is common for thinner materials and operates at lower welding voltage and wire feed speed, so it is slower than other processes. It also tends to produce spatter that requires post-weld cleaning, but overall, it is an easy process to use.
Globular transfer operates at higher wire feed speeds and welding voltages than short circuit and works for welding with flux-cored wire with 100% carbon dioxide (CO2) (see details on CO2 in next section). It can be used on 1/8-inch and thicker base materials. Like short-circuit MIG welding, this mode produces spatter, but it is a fairly fast process.
Spray transfer offers a smooth, stable arc, making it appealing to many new welders. It operates at high welding amperages and voltage, so it is fast and productive. It works well on base materials that are 1/8 inch or more.
Welding shielding gas
In addition to protecting the weld pool from the atmosphere, the type of shielding gas used for MIG welding impacts performance. Weld penetration, arc stability and mechanical properties depend on shielding gas.
Straight carbon dioxide (CO2) offers deep weld penetration but has a less stable arc and more spatter. It is used for short circuit MIG welding. Adding argon to a CO2 mixture allows for use of spray transfer for higher productivity. A balance of 75% argon and 25% is common.
Beyond the basics
Along with practice, knowing some key information can help new welders better understand the MIG welding process. It’s also important to be familiar with the equipment, including MIG welding guns and welding liners. Understanding how to select and maintain this equipment can go far toward establishing good welding performance, quality and productivity.
This is the first article in a three-part series on welding basics. Read article two, MIG Welding Glossary: Terms to Know and article three, MIG Welding Techniques: What to Know.
MIG Welding Techniques: What To Know
MIG Welding Techniques: What To Know
Estimated reading time: 2 minutes
Understanding some proper techniques for MIG welding can help welders gain good weld quality and avoid the frustration and cost of rework. Everything from proper positioning of the MIG welding gun to travel angle and travel speed can make an impact.

Consider these four recommended techniques:
- While welding, hold the MIG welding gun straight, using both hands to steady it and keeping them at or just below elbow height. This approach not only makes it easier to make a quality weld, but it also helps improve ergonomics. That is particularly important for welders welding for a long period of time, so they can avoid injury.
- Welders should keep a contact-tip-to-work distance (CTWD) of approximately 3/8 to 1/2 inch for short-circuit welding and around 3/4 inch for spray transfer MIG welding.
- Use the proper travel angle. When push welding, welders should hold the gun at a 10-degree angle. This technique creates a wide bead with less joint penetration. For a pull technique, welders use the same angle, pulling the gun toward their body. This results in more penetration and a narrow weld bead.
- Maintain a consistent travel speed with the wire at the leading edge of the weld pool. Too fast of a travel speed creates a narrow bead that may not fully tie in at the weld toes and may lack proper penetration. Traveling too slow creates a wide weld, also with inadequate penetration. Both too slow and too fast travel speeds can cause burn-through on thin base metals.
As with any welding process, practice is a large part of MIG welding success. Along with good techniques, it’s also important to properly prepare and clean the base material before welding and to maintain the MIG welding gun and consumables properly. This can reduce downtime for addressing equipment issues or troubleshooting weld defects and problems such as poor wire feeding.
This is the third article in a three-part series on welding basics. Read article one, MIG Welding Basics and article two, MIG Welding Glossary: Terms to Know.
Solving Common Causes of Welding Porosity
Solving Common Causes of Welding Porosity
Estimated reading time: 7 minutes
Porosity, cavity-type discontinuities formed by gas entrapment during solidification, is a common but cumbersome defect in MIG welding and one with several causes. It can appear in semi-automatic or robotic applications and requires removal and rework in both cases — leading to downtime and increased costs.
The major cause of porosity in steel welding is nitrogen (N2), which gets involved in the welding pool. When the liquid pool cools down, the solubility of N2 is significantly reduced and N2 comes out of the molten steel, forming bubbles (pores). In galvanized/galvanneal welding, evaporated zinc can be stirred into the welding pool, and if there is not enough time to escape before the pool solidifies, it forms porosity. For aluminum welding, all porosity is caused by hydrogen (H2), by the same way as N2 works in steel.

Welding porosity can appear externally or internally (often called sub-surface porosity). It can also develop at a single point on the weld or along the entire length, resulting in weak welds.
Knowing how to identify some key causes of porosity and how to quickly solve them can help improve quality, productivity and the bottom line.
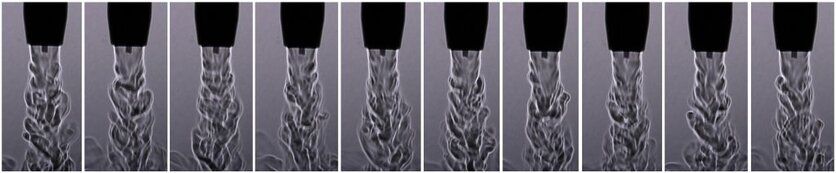
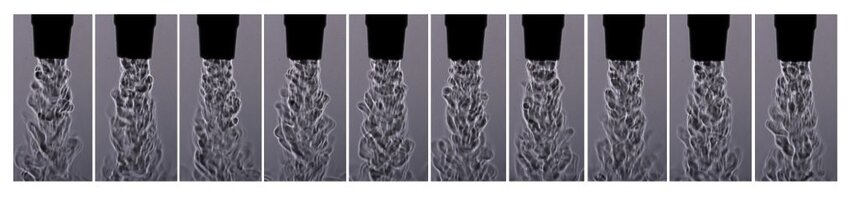
Poor Shielding Gas Coverage
Poor shielding gas coverage is the most common cause of welding porosity, as it allows atmospheric gases (N2 and H2) to contaminate the weld pool. Lack of proper coverage can occur for several reasons, including but not limited to poor shielding gas flow rate, leaks in the gas channel, or too much air flow in the weld cell. Travel speeds that are too fast can also be a culprit.
If an operator suspects poor flow is causing the problem, try adjusting the gas flow meter to ensure the rate is adequate. When using a spray transfer mode, for example, a 35 to 50 cubic feet per hour (cfh) flow should suffice. Welding at higher amperages requires an increase in flow rate, but it’s important not to set the rate too high. This can result in turbulence in some gun designs that disrupts shielding gas coverage.
It’s important to note that differently designed guns have different gas flow characteristics (see two examples below). The “sweet spot” of the gas flow rate for the top design is a lot larger than that of the bottom design. This is something a welding engineer needs to consider when setting up the weld cell.
Also check for damage to the gas hose, fittings and connectors, as well as O-rings on the power pin of the MIG welding gun. Replace as necessary.
When using fans to cool operators or parts in a weld cell, take care that they are not pointed directly at the welding area where they could disrupt gas coverage. Place a screen in the weld cell to protect from external air flow.
Re-touch the program in robotic applications to make sure there is a proper tip-to-work distance, which is typically ½ to 3/4 inch, depending on the desired length of the arc.
Lastly, slow travel speeds if the porosity persists or consult a MIG gun supplier for different front-end components with better gas coverag
Base Metal Contamination
Base metal contamination is another reason porosity occurs — from oil and grease to mill scale and rust. Moisture can also encourage this discontinuity, especially in aluminum welding. These types of contaminants typically lead to external porosity that is visible to the operator. Galvanized steel is more prone to subsurface porosity.
To combat external porosity, be certain to thoroughly clean the base material prior to welding and consider using a metal-cored welding wire. This type of wire has higher levels of deoxidizers than solid wire, so it is more tolerant of any remaining contaminants on the base material. Always store these and any other wires in a dry, clean area of similar or slightly higher temperature than the plant. Doing this will help minimize condensation that could introduce moisture into the weld pool and cause porosity. Do not store wires in a cold warehouse or outdoors.

When welding galvanized steel, the zinc vaporizes at a lower temperature than the steel melts, and fast travel speeds tend to make the weld pool freeze quickly. This can trap zinc vapor in the steel, resulting in porosity. Combat this situation by monitoring travel speeds. Again, consider specially designed (flux formula) metal-cored wire that promotes zinc vapor escape from the welding pool.
Clogged and/or Undersized Nozzles
Clogged and/or undersized nozzles can also cause porosity. Welding spatter can build up in the nozzle and on the surface of the contact tip and diffuser leading to restricted shielding gas flow or causing it to become turbulent. Both situations leave the weld pool with inadequate protection.
Compounding this situation is a nozzle that is too small for the application and more prone to greater and faster spatter buildup. Smaller nozzles can provide better joint access, but also obstruct gas flow due to the smaller cross-sectional area allowed for gas flow. Always keep in mind the variable of the contact tip to nozzle stickout (or recess), as this can be another factor that affects shielding gas flow and porosity with your nozzle selection.
With that in mind, make sure the nozzle is large enough for the application. Typically, applications with high welding current using larger wire sizes require a nozzle with larger bore sizes.
In semi-automatic welding applications, periodically check for welding spatter in the nozzle and remove using welder’s pliers (welpers) or replace the nozzle if necessary. During this inspection, confirm that the contact tip is in good shape and that the gas diffuser has clear gas ports. Operators can also use anti-spatter compound, but they must take care not to dip the nozzle into the compound too far or for too long, since excessive amounts of the compound can contaminate the shielding gas and damage the nozzle insulation.
In a robotic welding operation, invest in a nozzle cleaning station or reamer to combat spatter buildup. This peripheral cleans the nozzle and diffuser during routine pauses in production so that it does not affect cycle time. Nozzle cleaning stations are intended to work in conjunction with an anti-spatter sprayer, which applies a thin coat of the compound to the front components. Too much or too little anti-spatter fluid can result in additional porosity. Adding in air blast to a nozzle cleaning process can also aid in clearing loose spatter from the consumables.
Maintaining quality and productivity
By taking care to monitor the welding process and knowing the causes of porosity, it’s relatively simple to implement solutions. Doing so can help ensure greater arc-on time, quality results and more good parts moving through production.
Employee Retention: Best Practices for Keeping Welders Engaged
Employee Retention: Best Practices for Keeping Welders Engaged
Estimated reading time: 4 minutes
The welding industry, like many others, is challenged by a labor shortage — and one that is growing. By 2023, the American Welding Society (AWS) anticipates the welder shortage to reach approximately 375,000, as an increasing number of experienced welders reach retirement age and leave the field.[1] With those statistics in mind, it’s more important than ever for companies to take steps to retain the welders they have.

Employee retention is critical for several reasons. It helps support quality and productivity initiatives, which in turn makes it easier to meet customer demands. It also prevents overworking welders — an issue that can lead to low morale and a poor company culture. In addition, retaining welders helps maintain the bottom line. Turnover can cost companies significantly in terms of recruiting and retraining new welders, as well as for downtime in production due to lack of a full workforce. [2]
Fortunately, there are some best practices that can help companies create a positive environment and keep welders interested in the job.
Provide proper welder training
Empowering welders is important to instill a sense of interest and pride in the job —and that process should start from the very beginning. It’s reported that strong onboarding and training can help companies retain 82% of new hires. [3]
With proper training, welders can feel confident in their ability to do the job and help train new welders. Start with establishing good welding habits and creating a familiarity with the welding process. This includes training new welders on how to set up their power source accurately and safely and on what welding parameters to use. Equally important is providing guidance on the best technique for the process and application to minimize weld defects. Establishing a comfort level with following welding procedures is also a valuable part of welder training. [4]
For more experienced welders, offering more advanced training opportunities can help keep them engaged. This could include training to weld on more complicated applications or complex parts, robotic welding programming and more.
Create a clean, safe environment
Along with providing appropriate personal protective equipment (PPE), such as helmets, gloves, safety glasses and jackets, it is also important that the environment is safe. That means ensuring the welding cell and surrounding areas are free of clutter and any tripping hazards. It also entails proper ventilation. Companies can achieve that by removing weld fume at the source with a fume extraction gun, or with a mobile, wall-mounted system or a centralized fume extraction system. A clean, safe welding environment is more appealing for welders to work in — and it can provide an edge over competitive companies when it comes to employee retention. Additionally, be certain to train employees on all company safety protocols and welding equipment manufacturer’s safety precautions. Doing so can help create a culture of safety in which everyone is contributing. [5]
Offer easy-to-use welding equipment
Complicated equipment can be difficult to use, especially for inexperienced welders, leading to frustration about errors and downtime. This holds true not only for power sources, but also MIG guns and consumables: contact tips, nozzles, gas diffusers and liners. Liners, in particular, can be troublesome to install since it’s easy to trim them too long or too short, the latter of which happens more often. When the liner is too short, it can cause burnbacks, an erratic arc and poor wire feeding. Look for a consumable system that offers error-proof liner replacement for easier installation. This leaves welders more time to hone their welding skills while spending less time on troubleshooting. In automated welding operations, it is important to have equipment that is easy and intuitive to maintain and program after the proper training. This includes teach pendants with easy-to-use controls for inputting new parameters and requirements for the application.
Provide growth and advancement opportunities
Offering welders a chance to advance and learn new skills can be a good way to retain those who are interested in those opportunities. Growth can take many forms, whether it’s stepping into a new role or shouldering additional responsibilities within a current position. Certifications are another avenue for growth. The American Welding Society (AWS) offers its AWS Certified Welder performance-based program so welders can expand their knowledge and technique — from plate to pipe welding with a variety of processes. There are additional programs that support advancement, including one for a certified welding supervisor. [6]
Along with these best practices, keeping open lines of communication with welders is key — as it is in any work environment. Staying involved and creating a sense of community in which everyone is contributing to the well-being of the company can go a long way in keeping welders interested and engaged.
The Value of Welding Consumables Trials
The Value of Welding Consumables Trials
In both semi-automatic and automated welding cells, the upfront cost of welding consumables is low compared to the overall expense for equipment, materials and labor. Yet when companies accrue downtime for excessive welding contact tip changeover or troubleshooting poor wire feeding associated with liner issues, costs can quickly compound.

At times, companies may try to mitigate consumable problems without a true sense of the root cause, implementing a solution without data to back up the decision. However, conducting a welding consumables trial can provide insight into whether an operation is using the best consumables for the application.
Welding contact tips are the baseline for these trials since they are the most frequently changed consumable. Nozzles and diffusers that are compatible with the contact tip are included in a trial but not monitored in the same way since they last much longer.
This article has been published as an exclusive with The Fabricator. To read the entire article, please click here.
BERNARD DISCONTINUED PRODUCT — EFFECTIVE AUGUST 1, 2022
BERNARD DISCONTINUED PRODUCT — EFFECTIVE AUGUST 1, 2022
August 1, 2022
Bernard has discontinued the sales of the Q150 semi-automatic air cooled MIG guns as of August 1, 2022.
Click here for a list of discontinued part numbers.
Replacement MIG gun options would be a configured Bernard® BTB 200 amp or TGX 180 amp MIG gun.
If you have any questions regarding this change, contact your local ITW representative.
How to Reduce Welding Gun Wear and Extend Gun Life
How to Reduce Welding Gun Wear and Extend Gun Life
Estimated reading time: 5 minutes
Knowing the common causes of MIG gun wear — and how to eliminate them — is a good step toward minimizing downtime and costs for addressing issues.
Like any equipment in a welding operation, MIG guns are subject to routine wear and tear. The environment and the heat from the arc, along with other factors, impact their longevity. When operators follow best practices for their use, however, most quality MIG welding guns can last at least one year in a manufacturing environment. Routine preventive maintenance can also help extend product life.

What causes MIG gun wear?
The welding environment and application can affect MIG gun life. Some of the most common causes of gun wear include:
Temperature changes
Extreme temperature fluctuations can affect the condition and expected life of the MIG gun jacket, which is typically a rubber-type composite material. If temperatures fluctuate from high to low, the jacket material will react differently — becoming softer or harder — which eventually leads to wear.
Environmental damage
Whether you’re welding inside a facility or on an outdoor jobsite, dirty conditions can introduce abrasives and debris into the MIG gun circuit and consumables. Guns can also be damaged if they are dropped, run over, walked on, or caught in a lift arm or boom. These actions can damage the cable or cause disruption of the shielding gas flow. Welding on or near abrasive surfaces can cause cuts to the gun jacket or cable. It’s not recommended to weld with a MIG gun that has a damaged jacket. Always replace worn, damaged or cracked guns or cables.
Lack of proper maintenance
When dirt and debris build up within the gun liner or on the contact tip, it increases resistance and causes additional heat buildup — the enemy of gun life. A wire feeder that isn’t feeding properly can also cause damage elsewhere in the gun.
A broken handle or noticeable chips or cuts in the gun jacket or cable are common indicators of MIG gun wear. But other signs aren’t always visible.
If a burnback, erratic arc or poor-quality welds are an issue during welding, these could be caused by inconsistent power being delivered to the weld circuit. Worn connections or components in the welding gun can cause these power fluctuations. To avoid downtime and additional wear on the gun, it is important to troubleshoot weld or arc issues and fix them as quickly as possible.
Tips for preventing MIG gun wear
Consider these five tips to help optimize gun performance and longevity.
- Don’t exceed the duty cycle. Manufacturers have the option of rating their guns at 100%, 60% or 35% duty cycle. Duty cycle is the amount of arc-on time within a 10-minute period. Exceeding the gun’s rating can result in excess heat that wears gun components more rapidly and can potentially damage them to the point of failure. If an operator feels the need to increase parameter settings to achieve the same weld they previously completed, this could be a sign that the gun has begun to fail or something is wrong with the weld circuit.
- Use a quality jacket cover. To protect the cable from gashes or sharp objects in the welding environment, use a gun jacket cover made from a material that offers a higher abrasion resistance. Jacket covers are available in various lengths to suit many gun styles and sizes. Be sure to replace the jacket as needed for maximum protection.
- Check consumable connections. Any loose connection in a weld circuit will increase heat and resistance, which in turn will increase wear on the gun and components. When changing consumables, be sure threads are clean and tight. Inspect the gun regularly, tightening any loose connection — whether it’s the diffuser, neck or contact tip. Loose connections inhibit power transfer within the circuit for the weld. It’s also important to check all connections after servicing the gun or changing consumables.
- Properly manage the cable. The best condition for any weld cable and gun is to keep them as straight as possible during use. This provides better wire feeding and power transfer down the length of the gun. Avoid kinking the cable or using a gun and cable that are too long for the space. When the gun isn’t in use, be sure to coil the cable properly. Keep the gun and cable off the floor or ground and out of harm’s way — ideally on a hook or shelf. Keep guns out of heavy traffic areas where they could be run over or damaged. Also, if the gun is on a boom, don’t pull the gun cable to move the boom or cart. This can damage the connections and wear them down faster.
- Conduct preventive maintenance General maintenance and upkeep will help MIG guns perform as expected and prolong gun life. Pay attention to any signs of wear on the gun or consumables. Check all connections each time the gun is used and look for spatter buildup in the nozzle. Troubleshoot any gun or wire feeding issues as soon as possible. Also, be sure to use the correct parts when servicing or repairing a MIG gun. MIG gun manufacturers typically have a parts guide that indicates which parts go into a specific position on the gun. If the wrong parts are used, they will change the way power transfers through the gun as well as affect overall performance. This can increase wear over time.
Optimizing MIG gun life
Getting the most life out of your MIG welding gun involves numerous factors, from proper maintenance and care to using best practices when welding. Keeping an eye on MIG gun wear and changing consumables as necessary can help prolong gun life and deliver better performance for longer.
8 Manufacturing Cost-Reduction Strategies for Welding Operations
8 Manufacturing Cost Reduction Strategies for Welding Operations
Cost overruns in a manufacturing welding operation can come from many places. Whether it’s a semi-automatic or robotic weld cell, some common culprits of unnecessary costs are unplanned downtime and lost labor, consumable waste, repairs and rework, and lack of operator training.

Many of these factors are tied together and influence each other. A lack of operator training, for example, can result in more weld defects that require rework and repair. Not only do repairs cost money in additional materials and consumables used, but they also require more labor to do the work and any additional weld testing.
Repairs can be especially costly in an automated welding environment, where constant progression of the part is crucial to overall throughput. If a part isn’t welded correctly, it may still continue through all steps of the process. If the defect isn’t caught until the end of the process, all the work must be redone.
Companies can use these eight tips to help optimize consumable, gun and equipment performance — and reduce costs in both semi-automatic and robotic welding operations.
This article was published as an exclusive on thefabricator.com. Read the full article here.
Creating a Smooth Wire Feeding Path for MIG Welding
Creating a Smooth Wire Feeding Path for MIG Welding
In MIG welding applications, having a smooth wire feeding path is critical. The welding wire must be able to feed easily from the spool on the feeder through the power pin, liner and gun and up to the contact tip to establish the arc. This allows the welding operator to maintain consistent levels of productivity and achieve good weld quality, while also minimizing costly downtime for troubleshooting and potential rework.

However, there are several issues that can disrupt wire feeding. These can cause a host of problems, including an erratic arc, burnbacks (the formation of a weld in or on the contact tip) and birdnesting (a tangle of wire in the drive rolls). For new welding operators who may not be as familiar with the MIG welding process, these problems can be especially frustrating. Fortunately, there are steps to easily prevent problems and create a reliable wire feeding path.
Welding liner length has a big impact on how well the wire will feed through the entire path. Too long of a liner can result in kinking and poor wire feeding, whereas a liner that is too short won’t provide enough support to the wire as it passes through. This can ultimately lead to micro-arcing within the contact tip that causes burnbacks or premature consumable failure. It can also be the cause of an erratic arc and birdnesting.
Trim the liner correctly and use the right system
Unfortunately, welding liner trimming issues are common, particularly among less experienced welding operators. To take the guesswork out of trimming a welding gun liner correctly — and achieve a flawless wire-feeding path — consider a system that eliminates the need for measuring the liner for replacement. This system locks the liner in place at the back of the gun, allowing the welding operator to trim it flush with the power pin. The other end of the liner locks at the front of the gun at the contact tip; it is concentrically aligned between the two points, so the liner won’t extend or contract during routine movements.
When using a conventional liner, avoid twisting the gun when trimming the liner and use a liner trim gauge when provided. Liners with an interior profile that imparts less friction on the welding wire as it goes through the liner are a good choice for achieving efficient wire feeding. These have a special coating on them and are coiled out of a larger profile material, which makes the liner stronger and offers smooth feeding.
Use the right contact tip and install correctly
Matching the welding contact tip size to the diameter of wire is another way to maintain a clear wire feeding path. For example, an 0.035-inch wire should be matched to the same diameter contact tip. In some cases, it may be desirable to decrease the contact tip by one size to gain better wire feeding and arc control. Ask a trusted welding consumables manufacturer or welding distributor for recommendations.
Look for wear in the form of keyholing (when the contact tip bore becomes worn and oblong) since this can cause a burnback that prevents the wire from feeding.
Be sure to install the contact tip correctly, tightening it past finger tight to avoid tip overheating, which can hinder wire feeding. Consult the operations manual from the welding contact tip manufacturer for the recommended torque specification.

Choose the right drive rolls and set tension properly
Drive rolls play a significant role in ensuring a MIG welding gun has a smooth wire feeding path.
The size of the drive roll should match the size of the wire being used and the style depends on the wire type. When welding with solid wire, a V-groove drive roll supports good feeding. Flux-cored wires — both gas- and self-shielded — and metal-cored wires work well with V-knurled drive rolls. For aluminum welding, use U-groove drive rolls; aluminum wires are very soft, so this style won’t crush or mar them.
To set the drive roll tension, turn the wire feeder knob to one half turn past slippage. Pull the trigger on the MIG gun, feeding the wire into a gloved hand and slowly curling it. The wire should be able to feed without slipping.
Understand the impact of welding wire on feedability
The quality of welding wire and the type of packaging it is in both affect wire feeding. High-quality wire tends to have a more consistent diameter than low-quality ones, making it easier to feed through the entire system. It also has a consistent cast (the diameter when a length of wire is cut off the spool and placed on a flat surface) and helix (the distance the wire rises from the flat surface), which add to the wire’s feedability. While higher-quality wire may cost more upfront, it can help reduce long-term costs by minimizing the risk of feeding issues.

Wire from large drums typically have a large cast when dispensed from the packaging, so they tend to feed straighter than wires from a spool. If the welding operation’s volume can support a larger drum, this may be a consideration for both wire feeding purposes and for reducing downtime for changeover.
Making the investment
In addition to following best practices to establish a clear wire feeding path — and knowing how to quickly troubleshoot problems — having reliable equipment is important. The upfront investment for a high-quality wire feeder and durable welding consumables can pay off in the long term by reducing issues and the costs associated with wire feeding problems. Less downtime means more focus on producing parts and getting them out to customers.
AccuLock Consumables Save Time and Money in MIG Consumable Changeover
AccuLock™ Consumables Save Time and Money in MIG Consumable Changeover
Estimated reading time: 5 minutes
They may seem like small pieces of a welding operation but when consumables aren’t properly installed or maintained, big problems can result — from poor wire feeding to weld quality issues. Related troubleshooting and rework cause costly downtime and lost productivity.
Consumable changeover can also be a time-consuming part of the welding process, especially if it’s necessary to do it frequently or if less experienced welders install consumables incorrectly.
Choosing the right consumables can help reduce or eliminate these hassles. Learn how AccuLock consumables can be used for Bernard® BTB MIG guns and Tregaskiss® fixed automatic and robotic MIG guns to help operations save time and money and improve efficiency.
Although small in size, both AccuLock R and AccuLock S consumables can deliver sizable time- and cost-saving benefits by reducing troubleshooting and downtime in industrial welding applications.
The benefits of AccuLock consumables
AccuLock consumables are designed to address common challenges faced in both semi-automatic and automated MIG welding operations. A switch to AccuLock consumables can help operations:
- Increase consumable life while reducing costs and improving productivity.
- Reduce consumable replacement errors and the time and money spent on troubleshooting, rework and downtime.
- Simplify consumables replacement, improving accuracy and reducing employee training.
The AccuLock consumable family for industrial welding applications includes AccuLock R and AccuLock S systems, two options that are designed to deliver timesaving benefits and optimized performance in automated and semi-automatic welding applications.
Load and lock for increased productivity and throughput
The AccuLock S (Semi-automatic) consumables system features liners designed to resolve issues and errors with liner trimming and installation as well as erratic wire feeding problems. Because AccuLock S liners are locked and concentrically aligned to both the contact tip and the power pin, they offer a flawless wire-feed path and error-proof liner replacement every time. In addition, a steel retaining ring on the diffuser helps keep the threaded nozzle in place during use and cleaning.
The AccuLock R (Robotic) consumables system offers front-loading QUICK LOAD® liners that require less than half the time and effort to replace compared to conventional liners and can be changed from a safe zone in a robotic weld cell. Upgrading to AccuLock HDP contact tips can extend life by 10 times or more in pulsed welding applications. In addition, operations currently using TOUGH LOCK® consumables in robotic and fixed automatic MIG guns can easily upgrade to AccuLock R consumables without affecting TCP or requiring programming changes.
Choose according to your needs
When deciding between the two types of AccuLock consumables for industrial welding applications, there are several key factors to consider. It’s important to think about the type of welding being done in the operation and what current issues or challenges need addressing.

AccuLock S consumables are best suited for operations with the following issues or characteristics:
- Primarily focused on semi-automatic welding with little to no automation.
- Dealing with decreased productivity due to liner installation errors, burnbacks, bird-nesting and erratic arc.
- Wanting to reduce the time and costs of troubleshooting, downtime and rework.
AccuLock R consumables are best suited for operations with the following issues or characteristics:
- Primarily focused on robotic or fixed automatic welding with few semi-automatic guns.
- Having a complicated and costly consumables inventory that may be the root cause of frequent consumable replacement errors.
- Experiencing issues with contact tip cross-threading and want increased tip life.
Choosing between AccuLock S and AccuLock R on semi-automatic MIG guns
Customers who are currently using TOUGH LOCK consumables on Bernard BTB MIG guns can upgrade their guns with either AccuLock S or AccuLock R consumables. Although AccuLock S consumables offer many benefits specific to semi-automatic welding applications, in some cases it can make more sense for these welding guns to be upgraded to AccuLock R consumables instead. For example, if a complex inventory of MIG gun consumables is the primary root cause of high carrying costs and consumable replacement errors in a given facility, AccuLock R consumables may offer a better ROI.
Switching existing Bernard BTB MIG guns to AccuLock R consumables is an easy change to make, requiring only an AccuLock R diffuser and an AccuLock contact tip — with no need to switch the liner, power pin, power pin cap or nozzle.
Successful welding operations simplify inventory
Both AccuLock S and AccuLock R systems share a common contact tip to simplify inventory management for facilities that choose to use both. AccuLock contact tips last longer due to increased mass and being buried within the diffuser, away from the heat of the weld. Coarse threads work in tandem with a long contact tip tail to concentrically align the tip within the diffuser prior to thread engagement, ensuring quick, accurate replacement without cross-threading.
Getting the most out of MIG gun consumables
AccuLock S consumables solve many of the issues that can be traced to MIG gun liners that have been trimmed to an incorrect length or that pull out of position inside the MIG gun, creating gaps along the wire feed path. They are a good fit in most semi-automatic applications.
In fleets with a lot of automated welding, AccuLock R consumables can extend contact tip lifespan (especially in pulsed welding applications), eliminate contact tip cross-threading issues, alleviate excessive downtime for consumables replacement and limit safety issues related to climbing up to access robots or wire feeders for gun liner changes.
Although small in size, both AccuLock R and AccuLock S consumables can deliver sizable time- and cost-saving benefits by reducing troubleshooting and downtime in industrial welding applications.
Improve Productivity by Preventing 5 Common MIG Welding Problems

Improve Productivity by Preventing 5 Common MIG Welding Problems
Downtime and rework can be costly for manufacturing operations. The last thing any production team wants to do is the same work twice. If you add to that any time spent troubleshooting issues in the weld cell — the lost production time can start to accumulate quickly.
There are several steps operations can take to reduce the time lost to these common issues in MIG welding — and many of them start during weld setup and selection of consumables. Read on to learn more about five common causes of lost productivity in the weld cell and how to prevent them.
Cause 1: Poor fit-up or weld prep
Before welding even starts, pay attention to proper fit-up and joint design, as well as base material preparation and cleaning. Good fit-up means avoiding large or inconsistent gaps between the parts. Choosing the right wire size and gas mixture and matching those in advance can help optimize performance and provide proper gap filling capabilities.

Certain welding wires, such as metal-cored wires, are usable on less-prepped base material by offering the ability to weld through mill scale or other surface impurities. They also offer good gap bridging. If operations are often getting parts that aren’t thoroughly cleaned, it may be worth testing a metal-cored wire. Otherwise, changes to the weld prep stage of the operation may be necessary to achieve better material condition prior to welding.
Cause 2: Incorrect parameters or system setup
Using the wrong parameters or setting the wire feeder up incorrectly are common causes of lost productivity. Having the wrong settings can greatly affect the weld, sometimes without the operator even realizing the impact that a setting change can make. It’s important to have a thorough understanding of the wire feeder and all of its functions to set it up for optimal performance.
When properly set up, there should be very few issues with the performance of the MIG welding gun. However, if the system is set up incorrectly or there is a poor weld circuit, it can lead to contact tip failure, since the contact tip is the smallest fuse in the weld circuit. This can result in money wasted on frequent contact tip changeover.
Cause 3: Improper liner installation
MIG gun liners can wear out over time and must be changed periodically, like other consumables. However, replacement liners are often longer than necessary and must be precisely trimmed according to the style and length of the gun. If a liner is cut too short, it can result in issues like burnback, an erratic arc and wire chatter. When liners are cut too long, it can cause the wire to weave and curve as it feeds through the gun.
With either too-long or too-short liners, the result is often poor wire feeding and downtime spent troubleshooting these problems. Maintenance and troubleshooting for liner issues can be costly, resulting in multiple hours per week lost for an operation.
The more that liner movement within the gun can be minimized, the better your wire feedability will be. To avoid the guesswork and hassle, look for a solution that makes liner installation and trimming easier. The Bernard® AccuLock™ S consumable system affixes the liner at both ends of the gun, so welders are assured the liner won’t pull back or push into the contact tip, allowing for smooth, uninterrupted delivery of the wire to the weld pool.
It’s also important to occasionally check to make sure the liner is clear and not blocked by debris or buildup.
Cause 4: Loose connections or neglected maintenance
When MIG welding consumables aren’t properly installed and maintained, it can result in wire feeding issues and weld quality problems that lead to lost time for troubleshooting.
For example, a loose connection in the weld circuit means you’re not getting the power you expect from the power source. In that case, the operator may keep adjusting the parameters, causing an increase in resistance that leads to shortened consumable life. These issues tend to show up first in the contact tip. This is often the first thing the operator changes if they think they have a problem with their MIG gun. Changing the contact tip — even when the real source of the problem is a loose connection or improper setup in the circuit — drives up consumable costs and wastes time.
Be sure to periodically check and tighten all connections and cables. Tight connections help optimize performance and reduce the chance of issues occurring in the system.
Cause 5: Cutting corners with contact tips
Another cause of lost productivity is using low-quality contact tips. Some contact tips are designed for ease of use and high performance. They provide better arc starts, less spatter, more consistent welds and longer life.
With Bernard AccuLock S consumables, 60% of the contact tip is buried in the gas diffuser to protect it from heat damage. As the shielding gas flows through the gun, it cools the contact tip tail inside the gas diffuser. This helps reduce heat and wear. This also differs from traditional tips that screw onto the gas diffuser with little to no portion of the tip exposed directly to the shielding gas as it exits the diffuser to the arc. The tapered design of the consumables tightly locks the conductive parts together to minimize electrical resistance and further reduce heat buildup. The contact tips also feature coarse threads, making them less likely to become cross-threaded.
Troubleshooting common welding problems
Common problems in the weld cell — from poor fit-up or wire feeding issues to using the wrong consumables for the job — can cost the operation significant time and money. Addressing the causes of lost productivity often starts with proper weld prep and setup, as well as making sure the chosen consumables are right for the application. Optimizing setup and efficiency in the weld circuit makes troubleshooting that much faster when issues do arise.
Manufacturer Cuts $45,000 of Costs With New MIG Welding Guns and Consumables

Manufacturer Cuts $45,000 of Costs With New MIG Welding Guns and Consumables
General Kinematics — a premier manufacturer of vibrating equipment for processing bulk materials — has been providing consistent, on-time and innovative solutions to its customers for more than 60 years. The company prides itself on offering rugged, cutting-edge equipment to manage difficult-to-process materials across the mining, resource recovery, bulk processing and foundry industries.

A reputation for design leadership and creating tailored technical advancements sets the company apart from the competition, as does its commitment to providing excellent service.
This 200-person, Crystal Lake, Ilinois-based company doesn’t have time for slowdowns, especially in the welding operation. In recent years though, General Kinematics noticed exactly that. It was experiencing repeated MIG gun breakdowns and excessive contact tip consumption that slowed production.
“Between costs and repairs and lost labor from the welders having issues that stopped their progress, we estimated around $45,000 a year in costs from these issues,” said Jason Jerik, plant manager at General Kinematics.
That’s when Jon Strug, the company’s maintenance tech, approached their welding distributor, Steve Schuette of Weldstar in Aurora, Illinois, for a solution. Schuette recommended a trial of Bernard BTB air-cooled MIG guns with AccuLock™ S consumables.
Considering the change
Problems with the water-cooled MIG welding guns at General Kinematics were at the heart of its need for a new solution.
“The guns were definitely our main issue with maintenance for Jon,” said Joel Jacobson, director of manufacturing. “It was tough to keep up to the demands of the hoses breaking, the wires breaking internally in the guns, tips burning out, liners and such.”
Jerik added, “The last time we calculated from a dollar standpoint it translated to about five to seven hours a week in lost time just with liner issues. It was that frequent.”
The team, along with Schuette, took a slow and thorough approach to testing the Bernard air-cooled BTB MIG welding guns and consumables, making sure that the products performed as expected. They worked first with some sample guns in standard sizes and leads and had different welders try them for a week each.
“We would test a week with one fitter, a week with one welder, and then we’d move them around to see what kind of acceptance we would get with them,” said Jacobson.

General Kinematics welds a variety of materials — from A-36 steel to AR-500 plate — in thickness up to eight inches and on a variety of joints. Welding operators also weld both large and small weldments and use different welding wire diameters. The guns and consumables needed to be versatile enough to manage these jobs and produce the quality needed to adhere to the American Welding Society (AWS) D.1.1 Structural Welding – Steel code. They also had to be the right equipment for the company’s welding operators.
Jacobson and Jerik regularly met with the welding operators to request feedback during the trial.
According to Jerik, welding operators saw noticeably less consumable consumption. However, they wanted to change the angle on the neck of guns to gain better access to some difficult joint configurations. They worked back and forth with Bernard to determine a different angle of the neck that suited their needs.
“We wanted to do a thorough run of testing and vetting out to decide ‘Is this the right product for us? Are we going to get that buy-in from our welding operators?’” he said.

Ensuring that welding operators liked the MIG welding guns and consumables was a critical part of the testing General Kinematics conducted. The company has a culture of empowerment and wanted its welding operators to be heard and to contribute their opinions.
“We think it’s important to get our welders involved early in the process,” said Jacobson. “Not everyone likes change, but getting them involved in testing up front can help show the long-term benefits.”
“I’m huge on that,” Jerik added. “I’d rather not force and push a change onto a team. I’d
rather them accept it and make it their own.”
After eight months of testing, processing feedback and making adjustments, General Kinematics made the decision to convert to the Bernard BTB air-cooled MIG guns and AccuLock S consumables.
The benefit of the investment
General Kinematics invested in 400-amp BTB air-cooled MIG guns for its 40 welding operators, as well as several 450-amp Bernard water-cooled guns — all with the same AccuLock S consumables. Bernard built the company a special neck for its water-cooled guns to provide better ergonomic access to typical weld joints, and these guns are the first of their kind ever to be configured with the AccuLock S consumables.
So, what finally sold General Kinematics on the Bernard products? In short, durability and performance.

The reduction in gun maintenance was key. Strug no longer has to contend with leaking water-cooled guns or liner issues that need fixing — and the new guns and consumables are less frustrating for the welding operators, who can now spend more time being productive.
“We have a whole lot fewer repairs. Before it was constantly, every month, seven guns I had to send out to get repaired or I had to repair them myself,” said Strug. “It’s a huge difference in quality — night and day.”
This durability and performance result from a combination of the rugged construction of the BTB air-cooled MIG guns — which were configured according to the handle, neck, trigger and cables the company needed — and the liner that is part of the AccuLock S consumables system.
Bernard designed the liner in the system for error-proof replacement by eliminating the need to measure it prior to installation. Instead of the liner loading from the back, like many competitive guns, the AccuLock S liner loads in the neck at the front of the gun and then locks in place so it can be trimmed flush with the power pin. This prevents the liner from being trimmed too short or too long.
“I like the liners,” said Strug. “They last a lot longer and I definitely like the quality of them.”

According to Jacobson, another selling point was that AccuLock contact tips run significantly cooler than the company’s previous ones so there is less consumption and downtime for changeover.
That’s due to the design of the tip and gas diffuser. Sixty percent of the welding contact tip is buried in the gas diffuser, which protects it from heat damage, and the shielding gas also cools the contact tip tail as it flows through the gun. AccuLock consumables have a tapered design that locks the tip, gas diffuser and nozzle tightly together to further reduce electrical resistance and lower heat buildup.
Jacobson likes the ability to reduce costs by having equipment that lasts longer. And both the air- and water-cooled MIG welding guns use the same AccuLock S consumables, which helps reduce inventory management.
The welding operators like that the guns and consumables run cooler and help reduce spatter, so there is less cleanup.
The long-term benefits
For General Kinematics, making the change to the Bernard BTB guns and AccuLock S consumables is just another way the company commits itself to quality. But there has been more to the conversion than that.
General Kinematics was able to gain a return on investment in approximately 12 to 14 months. And while there are still labor and equipment costs for gun and consumable maintenance, the conversion has eliminated the $45,000 in extra spending to address previous issues with the water-cooled guns.
The products have also helped its welding operators achieve approximately 10% more productivity by eliminating downtime. That’s important to the welding operators and to Jerik.
“When it comes down to it, do these products make their job easier? Do they make them more productive?”
The answer to both is yes.
How to Prevent 5 Common Welding Gun Failures

How to Prevent 5 Common Welding Gun Failures
Having the right equipment in the welding operation is important — and making sure it works when it’s needed is even more so.
Welding gun failures cause lost time and money, not to mention frustration. Like with many other aspects of the welding operation, the most important way to prevent this problem is education. Understanding how to properly choose, set up and use a MIG gun can help optimize results and eliminate many of the problems that lead to gun failure.
Learn about five common reasons MIG guns fail and how to prevent them.

Reason No. 1: Exceeding the gun rating
The rating on a MIG gun reflects the temperatures above which the handle or cable becomes uncomfortably warm. These ratings do not identify the point at which the welding gun risks damage or failure.
Much of the difference lies in the duty cycle of the gun. Because manufacturers can rate their guns at 100%, 60% or 35% duty cycles, there can be significant variances when comparing manufacturer’s products.
Duty cycle is the amount of arc-on time within a 10-minute period. One manufacturer may produce a 400-amp GMAW gun that is capable of welding at 100% duty cycle, while another manufactures the same amperage gun that can weld at only 60% duty cycle. The first gun would be able to weld comfortably at full amperage for a 10-minute time frame, whereas the latter would only be able to weld comfortably for 6 minutes before experiencing higher handle temperatures.
Choose a gun with an amperage rating that matches the necessary duty cycle required and the length of time that the operator will be welding. It’s also important to consider the materials and filler metal wire that will be used. The gun should be able to carry enough power to melt the filler metal wire cleanly and consistently.
Reason No. 2: Improper setup and grounding
Improper system setup can increase the risk of welding gun failure. It’s important to pay attention to not only all consumable connections within the gun, but also all connections in the entire weld circuit to optimize performance.
Proper grounding helps ensure the operator isn’t sending too much power to a restricted window for the power to travel through. Loose or improper ground connections can increase resistance in the electrical circuit.
Be sure to put the ground as close to the workpiece as possible — ideally on the table that holds the workpiece. This helps provide the cleanest circuit structure for the power to travel where it needs to go.

It’s also important to place the ground on clean surfaces so there is metal-to-metal contact; do not use a painted or dirty surface. A clean surface gives the power an easy path to travel rather than create obstructions that create resistance — which increases heat.
Reason No. 3: Loose connections
Consumable connections play an important role in gun performance. Consumables should be tightly secured to the gun, and all threaded connections should also be secure. It’s especially important to check and tighten all connections after a gun has been serviced or repaired.
A loose contact tip or gun neck is an invitation for gun failure at that spot. When connections aren’t tight, heat and resistance can build up. Also, be sure any trigger connect being used is working properly and provides constant power.
Reason No. 4: Damaged power cable
Cables can be easily damaged in the shop or manufacturing environment; for example, by heavy equipment or improper storage. Any damage to the power cable should be repaired as quickly as possible.
Inspect the cable for any cuts or damage; no copper should be exposed in any part of the cable. An exposed line of power in the weld system will try to jump the arc if it touches anything metallic outside of the system. This can result in a wider system failure and a possible safety concern.
Re-terminate the gun and make the cable shorter if necessary, removing any cable sections that have nicks or cuts.
Also be sure the power cable is the proper size for the power that the feeder is supplying to the weld gun. An oversized power cable adds unnecessary weight, while an undersized cable causes heat buildup.

Reason No. 5: Environmental hazards
The manufacturing environment can be harsh for tools and equipment. Take care of tools and equipment to help extend their useful life. Skipping maintenance or treating tools poorly can result in failure and reduced life.
If the welding gun is connected to a boom arm above the weld cell, make sure there are no areas where the gun or cable can be pinched or damaged. Set up the cell so there is a clear path for the cable, to avoid crushing the cable or disrupting shielding gas flow.
Using gun anchors helps keep the gun in a good position and the cable straight — to avoid excessive strain on the cable — when the gun isn’t being used.
Additional thoughts on MIG gun failures
Gun failures in water-cooled welding guns typically happen more frequently than failures in air-cooled gun models. This is primarily due to improper setup.
A water-cooled welding gun requires coolant to chill the system. The coolant must be running before the gun is started because the heat builds quickly. Failure to have the chiller running when welding starts will burn up the gun — requiring replacement of the entire gun.
Welder knowledge and experience regarding how to choose between these guns and maintain them can help prevent many of the issues that result in failures. Small issues can snowball into larger issues within the system, so it’s important to find and address problems with the welding gun when they start to avoid bigger troubles later.
Maintenance Tips
Following some basics tips for preventive maintenance can help extend the life of the welding gun and keep it operating smoothly. It also helps reduce the chances of reactive emergency maintenance that can take the weld cell out of commission.
Regularly inspecting the MIG gun can be an important part of reducing costs and gaining good welding performance. Preventive maintenance doesn’t have to be time-consuming or difficult.
Check the feeder connection regularly. Loose or dirty wire feeder connections cause heat to build up and result in voltage drops. Tighten connections as needed and replace damaged O-rings as necessary.
Properly care for the gun liner. Gun liners can often become clogged with debris during welding. Use compressed air to clear any blockages when wire is changed. Follow manufacturer’s recommendations for trimming and installing the liner.
Inspect the handle and trigger. These components typically require little maintenance beyond visual inspection. Look for cracks in the handle or missing screws, and be sure the gun trigger isn’t sticking or malfunctioning.
Check the gun neck. Loose connections at either end of the neck can cause electrical resistance that results in poor weld quality or consumable failures. Ensure all connections are tight; visually inspect the insulators on the neck and replace if damaged.
Inspect the power cable. Regularly checking the power cable is important to reduce unnecessary equipment costs. Look for any cuts or kinks in the cable and replace as necessary.
Republished from Welding Journal (August 2020) with permission from the American Welding Society (AWS). Click here to view the original article.