Improve Productivity by Preventing 5 Common MIG Welding Problems
Downtime and rework can be costly for manufacturing operations. The last thing any production team wants to do is the same work twice. If you add to that any time spent troubleshooting issues in the weld cell — the lost production time can start to accumulate quickly.
There are several steps operations can take to reduce the time lost to these common issues in MIG welding — and many of them start during weld setup and selection of consumables. Read on to learn more about five common causes of lost productivity in the weld cell and how to prevent them.
Cause 1: Poor fit-up or weld prep
Before welding even starts, pay attention to proper fit-up and joint design, as well as base material preparation and cleaning. Good fit-up means avoiding large or inconsistent gaps between the parts. Choosing the right wire size and gas mixture and matching those in advance can help optimize performance and provide proper gap filling capabilities.

Certain welding wires, such as metal-cored wires, are usable on less-prepped base material by offering the ability to weld through mill scale or other surface impurities. They also offer good gap bridging. If operations are often getting parts that aren’t thoroughly cleaned, it may be worth testing a metal-cored wire. Otherwise, changes to the weld prep stage of the operation may be necessary to achieve better material condition prior to welding.
Cause 2: Incorrect parameters or system setup
Using the wrong parameters or setting the wire feeder up incorrectly are common causes of lost productivity. Having the wrong settings can greatly affect the weld, sometimes without the operator even realizing the impact that a setting change can make. It’s important to have a thorough understanding of the wire feeder and all of its functions to set it up for optimal performance.
When properly set up, there should be very few issues with the performance of the MIG welding gun. However, if the system is set up incorrectly or there is a poor weld circuit, it can lead to contact tip failure, since the contact tip is the smallest fuse in the weld circuit. This can result in money wasted on frequent contact tip changeover.
Cause 3: Improper liner installation
MIG gun liners can wear out over time and must be changed periodically, like other consumables. However, replacement liners are often longer than necessary and must be precisely trimmed according to the style and length of the gun. If a liner is cut too short, it can result in issues like burnback, an erratic arc and wire chatter. When liners are cut too long, it can cause the wire to weave and curve as it feeds through the gun.
With either too-long or too-short liners, the result is often poor wire feeding and downtime spent troubleshooting these problems. Maintenance and troubleshooting for liner issues can be costly, resulting in multiple hours per week lost for an operation.
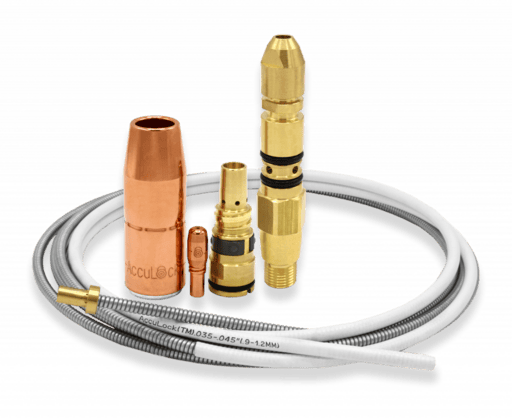
The more that liner movement within the gun can be minimized, the better your wire feedability will be. To avoid the guesswork and hassle, look for a solution that makes liner installation and trimming easier. The Bernard® AccuLock™ S consumable system affixes the liner at both ends of the gun, so welders are assured the liner won’t pull back or push into the contact tip, allowing for smooth, uninterrupted delivery of the wire to the weld pool.
It’s also important to occasionally check to make sure the liner is clear and not blocked by debris or buildup.
Cause 4: Loose connections or neglected maintenance
When MIG welding consumables aren’t properly installed and maintained, it can result in wire feeding issues and weld quality problems that lead to lost time for troubleshooting.
For example, a loose connection in the weld circuit means you’re not getting the power you expect from the power source. In that case, the operator may keep adjusting the parameters, causing an increase in resistance that leads to shortened consumable life. These issues tend to show up first in the contact tip. This is often the first thing the operator changes if they think they have a problem with their MIG gun. Changing the contact tip — even when the real source of the problem is a loose connection or improper setup in the circuit — drives up consumable costs and wastes time.
Be sure to periodically check and tighten all connections and cables. Tight connections help optimize performance and reduce the chance of issues occurring in the system.
Cause 5: Cutting corners with contact tips
Another cause of lost productivity is using low-quality contact tips. Some contact tips are designed for ease of use and high performance. They provide better arc starts, less spatter, more consistent welds and longer life.
With Bernard AccuLock S consumables, 60% of the contact tip is buried in the gas diffuser to protect it from heat damage. As the shielding gas flows through the gun, it cools the contact tip tail inside the gas diffuser. This helps reduce heat and wear. This also differs from traditional tips that screw onto the gas diffuser with little to no portion of the tip exposed directly to the shielding gas as it exits the diffuser to the arc. The tapered design of the consumables tightly locks the conductive parts together to minimize electrical resistance and further reduce heat buildup. The contact tips also feature coarse threads, making them less likely to become cross-threaded.
Troubleshooting common welding problems
Common problems in the weld cell — from poor fit-up or wire feeding issues to using the wrong consumables for the job — can cost the operation significant time and money. Addressing the causes of lost productivity often starts with proper weld prep and setup, as well as making sure the chosen consumables are right for the application. Optimizing setup and efficiency in the weld circuit makes troubleshooting that much faster when issues do arise.