5 Factors to Consider When Choosing a MIG Welding Gun
MIG welding is considered one of the easiest welding processes to learn and is useful for a variety of applications and industries. To maximize the benefits this versatile process offers, it is imperative to select the right MIG gun for the job. Choosing the right MIG gun directly affects efficiency, quality and safety — a trifecta every operator is trying to master to create a more comfortable and effective environment. There are five key factors when choosing the right MIG gun for your needs.
Click here to read the full article featured in the March 2024 issue of MetalForming Magazine.
PRODUCT UPDATE – Fume Extraction Neck Assembly Part Number Changes
PRODUCT UPDATE – Fume Extraction Neck Assembly Part Number Changes
Effective immediately, to simplify the ordering process on Bernard® Clean-Air® fume exhaust MIG guns, we have replaced the two parts needed to complete the complete the body assembly and vacuum tube assembly into one fume extraction neck assembly part number as shown in the chart below:
| Description | Fume Extraction Neck Assembly New Part Numbers | Discontinued Vacuum Tube Part Numbers and Body Assembly Part Numbers |
| 45° neck, medium — handle option T | 2390047 | 2390027 + 1040082 |
| 60° neck, medium — handle option T | 2390048 | 2390028 + 1040083 |
| 45° neck, medium — handle option N | 2390049 | 2390029 + 1040084 |
| 60° neck, medium — handle option N | 2390050 | 2390030 + 1040085 |
For questions or more information, contact your local ITW Representative
CONFIGURATOR SIMPLIFICATION: Changes to all automation gun configurators
CONFIGURATOR SIMPLIFICATION: Changes to all automation gun configurators
To continue delivering sustainable value to our customers, we regularly assess our product offering to ensure focus and opportunities to innovate our product portfolio.
Please be advised that, effective May 1, 2024, we are removing all TOUGH LOCK™ consumables and AutoLength pin options from our robotic, fixed automatic and cobot MIG gun configurators.
It is important to note the following:
- “AccuLock™ consumables” and “No consumables” will remain available options where currently available.
- TOUGH LOCK consumables are not being discontinued and can be ordered separately if required.
- No standard duty AccuLock consumable options will be available at this time. If standard duty consumables are required, be sure to configure the gun with the “No consumables” option and order the appropriate standard duty TOUGH LOCK consumables separately.
- Guns previously configured with TOUGH LOCK consumables and/or AutoLength pins will remain available for (re)order – no new TOUGH LOCK and/or AutoLength configurations will be available after May 1, 2024.
- AutoLength pins are not being discontinued and can be ordered separately if required.
Impacted configurators are listed below:
- TOUGH GUN TA3 ThruArm robotic air-cooled guns (TA1xxx)
- TOUGH GUN CA3 robotic air-cooled guns (RA1xxx)
- Tregaskiss 600 amp robotic water-cooled guns (RW16xxx)
- Tregaskiss MA1 fixed automatic air-cooled guns (MA16xxx)
- Tregaskiss MW1 fixed automatic water-cooled guns (MW1xxx)
- Tregaskiss BA1 cobot air-cooled guns (BA1xxx)
If you have further questions or would like more information, please contact your local ITW representative.
PRODUCT UPDATE — NEW ADDITION TO THE BERNARD FCAW SELF SHIELDED GUN PRODUCT OFFERING

PRODUCT UPDATE — NEW ADDITION TO THE BERNARD FCAW SELF-SHIELDED GUN PRODUCT OFFERING


We are proud to announce that effective immediately, a new 450-amp self-shielded FCAW series has been added to the Bernard self-shielded FCAW gun portfolio. The new IronPro™ self-shielded FCAW gun is ergonomically designed to provide excellent access and maneuverability in hard-to-reach weld joints and is ideal for rough use in harsh environments. The IronPro self-shielded FCAW guns also feature AccuLock™ S consumables to keep you welding in tight positions longer, with less contact tip changes and less troubleshooting.
Features and Benefits:
- Features AccuLock™ S consumables
- Choose from two neck sizes for different lengths and bend radii.
- Short handle better accommodates maneuverability for improved joint access.
- Sealed trigger keeps the trigger area slag and spatter free, reducing maintenance.
PRODUCT UPDATE — ACCULOCK™ S CONSUMABLES AND NEW NECK ON XS180 AND XS 260 TGX™ SERIES MIG GUNS
PRODUCT UPDATE — ACCULOCK™ S Consumables and New Neck on XS180 AND XS 260 TGX™ Series MIG Guns
We are pleased to announce that on March 1, 2024, we started offering XS180 and XS260 TGX (10’ and 15’) MIG guns with Bernard neck, silver color (part number 205-60) and AccuLock™ S consumables with Bernard® conventional liner.
MIG Welding FAQ: Best Practices for MIG Success

MIG Welding FAQ: Best Practices for MIG Success
Estimated reading time: 6 minutes
MIG is the most frequently used welding process in general manufacturing and fabrication, thanks to its ease of use, versatility, and productivity benefits.

While MIG is widely used, some operations may still run into issues that require troubleshooting. Understanding the basics of MIG welding and following best practices for operator technique as well as gas and consumable selection can help optimize results with the process.
Q: What are the main advantages of MIG welding?
MIG offers productivity benefits when compared to some other welding processes such as TIG and Stick, thanks to its higher travel speeds and deposition rates. MIG is also considered easier for new welders to learn, so it can be a good option for operations that struggle to find skilled welders.
MIG could be utilized with either solid filler wires or tubular wires such as Metal Cored and when used with Flux Cored wires it is referred to as Flux Cored welding. Tubular wires in general can be run at higher speeds and deposit more weld metal, so they even offer higher productivity gains than Solid wires.
Q: What are the differences between MIG and TIG welding?
There are many factors to consider when choosing the right welding process for your application. These include base material type and thickness, weld appearance requirements, productivity requirements, the welding environment and available skilled labor.
TIG welding is generally used in niche applications, such as those that require high-precision welds or extremely high aesthetic quality. TIG is frequently used with special-grade materials like titanium or stainless steel. In comparison, MIG can be used in higher production applications where increased throughput is important, and it’s a good option for a wide variety of metals.
A typical travel speed in TIG welding is 4-6 inches per minute. With MIG welding, travel speeds are much higher; 6 inches per minute are considered slow, and 15 to 20 inches per minute are common. Deposition rates are also much higher with MIG welding.
Regarding training, TIG is considered the most difficult welding process to learn and master since it uses both hands. An operator may take a few months to become proficient in TIG, while a new welder could be proficient in MIG within a week or two.
Q: What is the right shielding gas for MIG welding?
Shielding gas plays an important role in determining weld penetration profiles, arc stability, mechanical properties of the finished weld, the transfer process you use and more.
The filler metal manufacturer often provides shielding gas recommendations for the type of wire being used, so it’s a good idea to first consult the wire specification sheet.
When using flux-cored wire, 100% CO2 or an 80/20 Argon/CO2 mix are common choices. When it comes to solid wire or metal-cored wire, the right gas is dependent on the transfer mode being used. A short-circuit transfer mode works with 100% CO2 gas in most cases but can still run on mixed gas. While using a pulse or spray transfer, a higher Argon content is needed, and an 80/20 Argon/CO2 is the right choice.
The base material also plays a role in choosing the right gas. Aluminum requires 100% argon, while stainless steel requires at least 98% argon.
Q: Which is better: a push or a pull technique?
The technique choice may come down to operator preference in most cases, but there are some best practices. For example, when welding aluminum, a push angle is generally better because it helps the cleaning action of the oxidation layer on aluminum, similarly uphill position, a push angle is good for visibility and penetration. While if you use Flux Cored wire to weld carbon steel then a pull angle is going to work better in this case to give enough time to the slag not to be entrapped in the weld metal.
Q: What is the proper wire stick-out?
Maintaining a proper stick-out is important to achieving the best results in MIG welding, a too-long or a too-short stick-out will affect the weld quality and appearance. A 3/8-inch stick-out is a good starting point, but operators can deviate from that based on preference, wire diameter and accessibility to the weld.
Q: What amperage MIG welding gun is needed?
To choose the right MIG welding gun, consider the specifics of the application. The wire feed speed and wire diameter are two of the most important factors in determining proper gun amperage. Are you welding heavy wall materials, like heavy equipment or heavy steel structures? Those jobs will likely require a high deposition, hence a high-amperage welding gun — such as an Air-cooled 400-amp gun with at least a 60%-80% duty cycle or above, and in some cases a water-cooled gun. If you weld lighter walls and shorter beads, you may consider a 200 to 300-amp gun.

The most common amperage choice in the industry is a 300- to 400-amp, air-cooled MIG gun. This gun can address the majority of the MIG welding applications and can run the most common wire sizes such as 0.045” and 0.052”.
A good starting point would also be the welding procedure in place that specifies the amperage needed for the weld, which would help in choosing the gun’s amperage. Another easy way is to match the welding machine amperage output, a 400-amp welder would run well with a 400-amp gun in most cases, but this might not be the most effective way to select the right amperage gun when compared to the other methods mentioned above.
Q: How can an operation make consumables last longer?
Using the OEM consumables designed to be used with a specific MIG gun and welding system is important. Because these consumables are machined to very tight tolerances and go through high-quality measures which in turn is translated into higher quality welds and longer consumable life.
Be sure to choose a contact tip that is the appropriate size for the wire diameter — an oversized or undersized contact tip will wear faster and result in poor performance. In addition, follow the gun manufacturer’s recommendations for consumable installation and changeover, check connections regularly, install and trim to the right length, select the right nozzle material, size and recess/extension, and finally clean your consumables regularly and change them when needed.
Written by Mostafa Hanafy (mostafa.hanafy@tregaskiss.com) , Market Segment Manager, Tregaskiss and Bernard. Republished with permission from Fabricating and Metalworking (August 2023).
PRODUCT UPDATE – Tregaskiss TOUGH GUN® TT4 Reamer Robotic Nozzle Cleaning Station Online Configurator and Reverse Lookup Tools

PRODUCT UPDATE – Tregaskiss TOUGH GUN® TT4 Reamer Robotic Nozzle Cleaning Station Online Configurator and Reverse Lookup Tools
Tregaskiss introduces a new online configurator for its TOUGH GUN® TT4 reamer robotic nozzle cleaning stations. The new mobile-friendly configurator allows users to quickly and easily customize their analog or ethernet reamer for their exact application. Users simply follow a series of steps to configure a reamer model, first selecting the V-block and cutter blade to match the outside diameter (OD) and bore of their robotic MIG gun nozzle. Users can then select from various add-ons, including a wire cutter or nozzle detect. Tregaskiss also offers the option to choose accessories sold separately, such as a reamer stand, anti-spatter liquid and an anti-spatter multi-feed system.
After choosing all desired components, the configurator provides a summary of the selections, along with a part number for the reamer. Users can access downloadable replacement parts lists, exploded view diagrams and other valuable takeaways that they can print, save in PDF format for later, or share via email.
Along with the online configurator, a new reverse part number lookup function for Tregaskiss TOUGH GUN® TT4 reamer robotic nozzle cleaning stations is available. By entering a fully configured TOUGH GUN TT4 reamer part number, users get access to a downloadable detailed replacement parts list and other relevant resources specific to their configuration.
Users can visit Tregaskiss.com/ConfigureMyGun to utilize this online configurator or reverse lookup function.



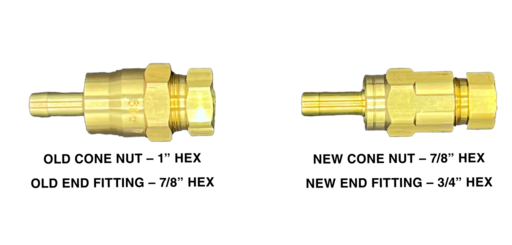
PRODUCT CHANGE — CONE NUT AND END FITTING
PRODUCT CHANGE — CONE NUT AND END FITTING ON BERNARD® BTB MIG STRAIGHT HANDLE MIG GUNS WITH HYTREL® POLYMER CABLE — EFFECTIVE JANUARY 3, 2023
Our product offering is regularly assessed to ensure focus on customer needs and opportunities to innovate our product portfolio, so we can continue to deliver sustainable value to our customers.
Starting 1/3/2023, there will be part number changes to the cone nut/end fitting found on Bernard BTB straight handle MIG guns with Hytrel polymer cable. Note that although the parts will look different, the functionality remains the same. These part number changes are also reflected in the current BTB MIG Gun Owners Manual.
| Current Part Number | New Part Number | Type |
| 308 | 1680087 | End Fitting |
| 408T | 1680088 | End Fitting |
| 409 | 1540003 | Cone Nut |
| 509 | 1540004 | Cone Nut |
| 608-1 | 1680089 | End Fitting |
| 609 | 1540004 | Cone Nut |
Should you have any questions or need further assistance, please contact your local ITW representative.