
Six Tips for Implementing Your Robotic GMAW Gun … and Getting the Most From It
As companies seek to gain a competitive edge, it’s not surprising that some turn to welding automation. It offers numerous advantages, including greater productivity, improved quality and cost savings compared to a semi-automatic welding operation. However, to gain the most out of the investment it’s important to follow some best practices in the weld cell. These considerations include the careful selection, installation and maintenance of gas metal arc welding (GMAW) guns.
As with any type of welding equipment, the goal is to implement the GMAW gun in a manner that optimizes performance, reduces downtime and prevents the accrual of unnecessary costs. It is important to note that the considerations for achieving these benefits may vary depending on whether the robotic welding system uses a through-arm gun or a conventional-style gun. Following are some tips to help.

Tip No. 1: Choose a solid mount instead of a clutch
All automated welding systems need some form of collision detection to minimize damage to the robot and the GMAW gun in the event of an impact. Today’s robots typically have built-in collision detection software, making it appropriate to use only a solid gun mount to connect and position the GMAW gun. In some cases, companies like the secondary insurance of using a clutch on robots featuring this software. Doing so, however, can add unnecessarily to the expense of the operation, increase weight on the front end of the robot arm and cause the tool center point (TCP) to be less repeatable. When possible, it is preferable to use a solid mount coupled with collision detection built into the robot, instead of a clutch.
Solid mounts offer numerous advantages, especially for systems using a through-arm style gun. A solid mount can aid in achieving a more accurate TCP, providing greater repeatability for more consistent welds. They are also more cost effective and lighter weight, which allows for quicker movement and potentially better productivity. The use of a solid mount, in conjunction with a through-arm robotic GMAW gun, typically opens up the work envelope, so the robot arm can better access the weld joint.
For systems with a conventional gun, a solid mount provides little benefit over a clutch in terms of opening up the work envelope or increasing productivity due to the position of the gun in comparison to the faceplate of the robot.
Tip No. 2: Use an air blast feature
Air blast is an optional technology on GMAW guns that can help enhance gun performance. This feature can be factory-installed or retrofitted into a gun. Utilizing air blast when possible helps eliminate debris in the front part of the robotic GMAW gun, reducing opportunities for weld contamination that can lead to poor weld quality, costly rework and downtime.
As the name implies, the air blast feature blows compressed air through the front of the gun to remove debris. It can be used with air-cooled robotic guns or water-cooled models.
In addition to removing debris that can cause poor weld quality or contamination, air blast can help increase the time between cycles by removing spatter from the front of the gun. The air blast function can also be used to cool down the gun between weld passes, to help operations avoid going over the duty cycle limit when using air-cooled guns.
Tip No. 3: Utilize a simulation program
Using simulation software to model the proposed weld cycle before selecting and implementing a robotic GMAW gun can help in achieving the best results with an automated welding system. While the goal with an automated welding system is often to move as quickly and freely as possible, it’s important to remember that it’s typically best to limit excessive robot movements, as it results in longer gun life thanks to reduced equipment stress. Simulation programs can be used to determine proper system setup, including TCP requirements and which nozzle and GMAW gun neck are best suited to get the desired joint access or angle.
The reach and access of the gun neck, in particular, is an important factor in system movement and stress. Changing the neck angle from 22 degrees to 45 degrees, for example, can have a significant impact on robot articulation.
This is where a simulation program is beneficial, since it can be used to determine the type of neck and the neck angle that are best for the application before making the investment. To gain optimum speed and performance from the gun, it may be as simple as slightly adjusting the height of the risers or tooling to gain better access to the weld and reduce stress on the gun.
Tip No. 4: Utilize a neck inspection fixture
Among several peripherals that can be added to maximize system performance, a neck inspection fixture is one that can help improve throughput, minimize unnecessary downtime — and help gain the best performance from the robotic GMAW gun. A neck inspection fixture verifies that the gun neck is set to the intended TCP and allows the neck to be readjusted after a collision or if it becomes bent during routine welding.
When neck adjustment is needed, the welding operator can simply adjust the neck to meet specifications. This helps prevent costly rework due to missed weld joints and can prevent the downtime it takes to reprogram the robot to meet the necessary welding specifications with a bent neck on the gun.
In some cases, the welding operator can simply remove the bent neck and exchange it with a spare neck to get the system back online quickly. The damaged neck can be set aside for inspection later, resulting in less interruption to the weld cycle.
Using a neck inspection fixture from day one of an automated welding system helps ensure a consistent TCP.
Tip No. 5: Ensure proper gun and cable installation
Choosing the right gun and cable for the application — and installing them properly — are key steps toward maximizing performance of the robotic GMAW gun. Consider the weld length, the required amperage and the type and thickness of material being welded when selecting a robotic GMAW gun.
Air-cooled guns work well on lower amperage applications and high-volume welds. In heavy equipment manufacturing and similar industries, a water-cooled GMAW gun may be necessary to weld on thicker materials for longer periods of time. Water-cooled guns offer high amperages — usually up to 600 amps — at 100 percent duty cycle.
Selecting the appropriate neck, power cable and other gun components can also have an impact on productivity and performance. Choosing the proper neck style and length for the application provides the gun with easy and complete access to the weld joint, which helps reduce weld defects and downtime for rework. Available neck angles typically range from 180 to 45 degrees, with varying lengths to accommodate most robotic welding applications. Necks can also be special ordered for custom TCP requirements when necessary.
Tip No. 6: Conduct proper gun maintenance

gun to ensure they are tight and secure. Doing so
helps prevent issues that can lead to weld defect
and downtime.
In addition, power cable style and length can also impact efficiency in robotic welding operations. For through-arm applications, the power cable is often sold in set lengths to match a specific model of robot, so the selection process is easier. For conventional style robots, it’s important to verify the exact length needed. Too long of a cable can easily kink or move during the welding process, while too short of a cable can stretch and shorten cable life. In both cases, it can result in downtime, premature cable failure and increased costs.
Also, look for a sturdy power cable that can withstand UV damage from the arc and resist wear. Cables with quick-change features can extend cable life, simplify cable changeover and maximize arc-on time when installed properly.
Choosing and properly installing the right gun and cable is just the beginning. Proper ongoing maintenance is also an important factor to optimize performance.
Regularly check all connections on the GMAW gun to ensure they are tight and secure. Doing so helps prevent issues that can lead to weld defect and downtime. Tighten front-end consumables and check that all seals are in good condition. Also be certain the power pin is secure. While checking that welding cable leads are secure, look for signs of wear and replace them as necessary.
Remove spatter from the GMAW gun nozzle regularly, ideally applying anti-spatter to protect against buildup. Implement a reamer when possible to minimize damage to the gun and front-end consumables. A reamer (or nozzle cleaning station) removes spatter from the nozzle bore and clears away debris that accumulates around the diffuser during welding, resulting in longer life of the consumables and higher weld quality. The reamer can be programmed to run between welding cycles — either during part loading or transfer — so it does not add to the overall cycle time per part.
In addition, track the life span of the GMAW gun liner and replace it prior to failure. Replacement liners should be trimmed to the appropriate length using a liner gauge.
Automated welding operations that are larger in size may need to do more frequent preventive maintenance. It’s especially important for companies that complete large weldments on thick materials because they stand to have greater costs and downtime for rework in the event of gun failure.
Optimize the system
Automated welding systems add speed, accuracy and repeatability to the welding operation. They can help companies increase productivity and reduce costs in a relatively short period.
Implementing some best practices can help companies extend the life of the GMAW gun and consumables, and optimize performance and efficiency of an automated welding system — offering them the most out of the investment.
Ensuring a robotic welding cell stays productive and consistently generates a positive return on investment is determined, in large part, by the amount of downtime it incurs. Since robotic welding systems are built for speed, accuracy and repeatability, the cost of arc-off time spent addressing issues is exponentially higher than in a typical welding cell. Having welding operators and robotic weld cell supervisors who can quickly troubleshoot and solve problems makes all the difference when it comes to keeping costs down, generating high-quality results and maintaining optimal efficiency. Here are five common causes of downtime that can occur in a robotic welding operation, along with ways to prevent and address them. If a power cable rubs against the robot, on parts or against tooling, it can prematurely fail and cause unnecessary downtime. In some cases, the cable may even catch on components and wear them out, too. Cables that are too long or too short create excessive strain by either being pulled too tight or flopping around too much and creating strain at the front housing — both of which lead to premature cable failure. These issues are common with conventional style robots, where the power cable connecting to the robotic MIG gun is external to the robot arm. The goal is to set cable length to allow it to exit the front housing with a smooth arc, resulting in minimal strain. Alternately, in the case of a through-arm robotic welding system, downtime often occurs due to improper installation of the gun and/or improper cable length. By adding cable tensioners, which are essentially spring-loaded cable devices that hold the power cable, operators can ensure the cables stay properly supported on a conventional robot. Programming the robot so that it doesn’t accelerate or decelerate too quickly or abruptly can also protect against premature cable failure. In some cases, if the work envelope is quite small, cable rubbing may be unavoidable. Using a protective wrap to shield the cable from rubbing can help. These are available in the marketplace as either a leather or woven nylon cover, or a plastic spiral wrap. When installing a through-arm robotic MIG gun, be sure to position the robot with the wrist and top axis at 180 degrees, parallel to each other. Then install the insulating disc and spacer the same as with a conventional over-the-arm robotic MIG gun. Always be sure the power cable position is correct and has the proper “lie” with the robot’s top axis at 180 degrees, and ensure the power cable has about 1.5 inches of slack when installing it, so it is not too taut. Although consumables may seem like a small part of the robotic welding process, they can have a big impact on how productive and effective an operation is. Nozzles, contact tips, retaining heads (or diffusers) and liners can all fail prematurely or perform poorly for a variety of issues, including spatter or debris buildup, loose connections and improper installation. Issues with the contact tip — especially burnbacks and cross-threading — are also relatively common, and are often caused by a liner being trimmed too short. Choosing durable, easy-to-install consumables is key to minimizing both planned and unplanned downtime in a robotic welding operation. Longer lasting consumables require less frequent changeover. Plus, designs that help less experienced welding operators install consumables correctly result in less troubleshooting. Contact tips with coarse threads and a long tail ensure the tip aligns concentrically in the gas diffuser before the threads engage. These features help minimize the risk of cross-threading. Also, contact tips with greater mass at the front end and that are buried further down in the gas diffuser better withstand heat from the arc to help them last longer. For pulsed welding operations, contact tips with a hardened insert help the tip last 10 times longer than those made of copper or chrome zirconium. That is important since the pulsed waveforms are especially harsh on contact tips and cause them to wear prematurely. Operators should always inspect consumables for signs of spatter or debris buildup during routine breaks in production and, if signs of either are present, replace or clean them. They should also ensure their nozzle cleaning station or reamer is working properly, if one is present, and that it is programmed to ream at a rate that is appropriate for that specific application. It may be necessary to increase the frequency of the anti-spatter spray application or reaming throughout the programmed welding cycle. Check that all consumable connections are clean and secure, as loose connections can generate additional heat through increased electrical resistance, shortening consumable life and/or causing them to perform poorly. Consumable designs that are tapered can also help minimize heat buildup and extend consumable life by offering better electrical conductivity. Welding operators should always follow the manufacturer’s instructions for liner trimming and installation, as a liner can cause inconsistent feeding if cut too short. It is a good idea to use a liner gauge to confirm the correct liner length. There are also spring-loaded modules that work in conjunction with a front-loading liner to help minimize issues if the liner is cut to an incorrect length. These are housed in the power pin and apply forward pressure on the liner after it is installed. They typically allow up to 1 inch of forgiveness if the liner is too short. It is also important to replace liners frequently enough, as a clogged liner full of debris and dirt will not feed properly, and may cause premature contact tip failure. Excessive spatter buildup in consumables can be caused by a nozzle cleaning station that isn’t operating properly and can easily cause unnecessary downtime. Issues related to nozzle cleaning stations can be caused by an incorrect position between this peripheral and the robotic MIG gun nozzle; poor anti-spatter compound coverage; or a dull or improperly sized cutter blade. If a nozzle cleaning station doesn’t appear to be working properly, first check that the robotic MIG gun is concentric to the cutting blade on the reamer. Misalignment of the nozzle can lead to partial cleaning and excessive spatter buildup. Also check that the anti-spatter sprayer, if present, is full, correctly positioned and properly coating the nozzle during spraying. The nozzle should be slightly damp on the inside and outside, and covered up to three-quarters of an inch from the bottom of the nozzle. Note that over-spraying anti-spatter compound can cause nozzles to deteriorate prematurely, so it should never be sprayed for more than half a second. Be sure that the cutter blade matches the diameter of the nozzle bore, so that it can effectively clean during the ream cycle without hitting the nozzle or the gas diffuser. It is also important to have a sharp cutter blade and to make sure that the nozzle is at the correct depth within the jaws of the nozzle cleaning station. Finally, adding an air blast feature to a robotic GMAW gun can help support the nozzle cleaning station’s overall effectiveness. An air blast feature blows high-pressure air through the gun’s front end, which helps remove spatter, debris and other contaminants. This feature can help reduce how often a nozzle cleaning station needs to be used and, ultimately, boost productivity. Collisions can occur as the result of tooling that hasn’t been secured properly, an item inadvertently being left in the weld cell or poor part fit-up. Unfortunately, not only can collisions create unwanted downtime, but they can also damage the robot arm, the robotic MIG gun and/or front-end consumables. Many newer robots are equipped with collision detection software that serves the same function as a shock sensor, but some companies still use a shock sensor as a backup safety measure. For robots that don’t have built-in collision software, a shock sensor can act as a safety device to protect the robot arm and gun from damage if the robot crashes. In the event of a collision, the shock sensor sends a signal back to the robot to alert it to shut down. In order to determine that the shock sensor switch is working properly, operators should conduct a continuity check in the open and closed position of the switch using a multimeter or manually trip it by bumping the neck with their hand. If the sensor is working properly, it will send a signal back to the robot indicating there is a problem. Always reset the shock sensor to its home position and recheck the tool center point (TCP) after a collision, and confirm that both the TCP and clutch are correct. If welding operators are using a newer robot with collision detection software, they should make sure it’s set up correctly and that both the TCP and center of mass or balancing point have been programmed according to the gun manufacturer’s specifications. Doing so helps ensure the robot will react properly in the event of a collision. Poor wire feeding in a robotic welding system is usually caused by one of three things: 1) issues with the liner, such as a clogged liner, 2) a wire feeder that isn’t functioning properly or 3) power cable kinking. Regardless of the cause, the result is poor arc stability and weld quality. As previously mentioned, regularly changing the liner and using a robotic MIG gun with an “air blast” feature help eliminate debris in a liner. If an air blast feature is not available, welding operators can also manually blow compressed air through the liner periodically. If it is suspected that the wire feeder’s drive rolls are the culprits of the poor wire feeding, there are two ways to further investigate and assess the situation. One is to visually inspect the drive rolls for signs of wear, and the other is to conduct a “two-finger” test. The latter involves disengaging the drive rolls, grasping the welding wire and pulling it through the gun. The wire should be able to be pulled easily with two fingers. Lastly, look for kinks in the power cable, which can also lead to poor wire feeding, and then straighten or unwind the cable, if necessary. Remember, knowing how to troubleshoot common problems in a robotic welding operation can make the difference between costly downtime and consistently productive, arc-on time. And making the effort to address potential issues up front can actually save time and money in the long run.
Being as comfortable as possible contributes to welding operator safety and productivity — and it’s a factor that can impact the quality of the finished weld. There are numerous issues that play a role in welding operator comfort, including the heat generated by the welding process, the repetitive motions and, at times, cumbersome equipment. These challenges can take a toll, resulting in aches, fatigue and physical and mental stress for welding operators. There are some steps, however, to help reduce the impact of these factors. These include choosing the right equipment for the job, utilizing tools and accessories designed to improve operator comfort, and following some best practices that promote proper operator form. Promoting operator comfort can lessen the chance of injuries associated with repetitive movement, as well as reduce overall fatigue. Choosing a GMAW gun that meets the needs of the application — and in some cases customizing the gun — is a critical way to impact welding operator comfort so he or she can achieve the best results. A gun’s trigger, handle, neck and power cable design all help determine how long a welding operator can comfortably weld without experiencing fatigue or stress. The application’s weld joint geometry also plays a role in welding operator comfort, and it impacts what components to choose for optimal joint access. Here are some issues to consider in GMAW gun selection that can impact comfort, as well as quality and productivity: Gun amperage can have a significant impact on welding operator comfort because, typically, the higher the amperage, the larger — and heavier — the gun. Therefore, a larger amperage gun may not be the best choice if that amperage rating is not necessary to meet the needs of the application. Choosing a smaller amperage gun when possible can help minimize fatigue and stress on the welding operator’s wrists and hands. In selecting the right amperage, consider the application’s duty cycle requirements. Duty cycle refers to the number of minutes in a 10-minute period that a gun can be operated at its full capacity without overheating. For example, a 60 percent duty cycle means six minutes of arc-on time in a 10-minute span. Most applications do not require the welding operator to use the gun constantly at full duty cycle. In many cases, a higher amperage gun is only needed when the power source is being run continuously. Handle options for GMAW guns include straight and curved styles. The right choice typically comes down to the specific process, application requirements and — most often — operator preference. Keep in mind that a smaller handle tends to be easier to hold and maneuver. In addition, the option of a vented handle promotes improved operator comfort, since this style can cool down faster when the gun isn’t in use. While operator comfort and preference are important considerations, handles must also meet the gun and application’s amperage and duty cycle requirements. A straight handle provides flexibility by allowing to mount the trigger on the top or bottom of the handle. Putting it on top is a good choice to improve operator comfort in high-heat applications or for those that require long welds. There are numerous trigger choices that can improve comfort and safety. Look for a trigger that doesn’t require more pull force than necessary to maintain the arc, to minimize stress on the operator. Also, locking triggers are a good option to alleviate stress on the welding operator’s finger caused by grasping, sometimes called “trigger finger.” A locking trigger, as its name implies, can be locked into place. This feature allows the welding operator to create long, continuous welds without having to hold the trigger the entire time. Locking triggers also help distance the welding operator from the heat generated during welding, making them well-suited for high amperage applications. Another part of the gun that plays a role in operator comfort is the neck. Rotatable and flexible necks are available in various lengths and angles, and can be adjusted to meet specific application needs, offering many choices to help reduce operator strain. Joint access, gun amperage and duty cycle required for an application are important considerations when choosing a gun neck. For example, a longer gun neck can improve operator comfort when the application requires a long reach. A flexible neck can do the same when accessing joints in a tight corner. The best choice for pipe welding might be an 80-degree neck, while a 45- or 60-degree neck might be better suited for welding in the flat position. Rotatable necks allow welding operators to rotate the neck as needed, such as in out-of-position or overhead welding. In cases where you need a longer neck, another option is to utilize a neck coupler, which is a tool that combines two gun necks. The flexibility provided by these numerous neck options can result in reduced opportunity for operator fatigue, strain and injury. The power cable adds weight to the gun and can also add clutter to the workspace. Therefore, smaller and shorter cables are recommended, as long as they meet the needs of the application. Not only are shorter and smaller cables typically lighter and more flexible — to ease the fatigue and strain on a welding operator’s hands and wrists — but they also help reduce clutter and tripping hazards in the work area. Different welding guns can offer different “balance,” which refers to the feel and ease of movement experienced when the welding operator holds the gun. For example, a heavier gun that is balanced properly can lessen operator fatigue compared to a heavier gun that is not balanced properly. A gun that is properly balanced will feel natural in the operator’s hands and be easy to maneuver. When a gun is not balanced correctly, it might feel more unwieldy or uncomfortable to use. This can make a difference in operator comfort and productivity. Because welding applications differ for every welding operator, customizable GMAW guns can be a good option to gain greater comfort. Poor welding operator comfort can directly impact productivity and efficiency. Some gun manufacturers offer online resources to help welding operators configure a GMAW gun for the exact specifications of the job. This helps ensure the gun is suited to operator preferences and the needs of the application — for greater comfort and productivity. ttFor example, most welding operators do not make huge, sweeping movements when using a GMAW gun. Instead, they tend to use more minute, delicate maneuvering of the gun. Some configurations allow users to choose an option available for fume extraction guns — for example, a ball and socket swivel design that helps the vacuum hose to move separately from the handle. This improves flexibility and reduces the wrist fatigue for the welding operator. Utilizing proper weld position and form are additional ways that welding operators can maximize comfort on the job. Repetitive strain or prolonged uncomfortable postures can result in operator injury — or even the need for costly and time-consuming rework due to poor quality welds. Whenever possible, place the workpiece flat and move it into the most comfortable position. It’s also important to maintain a clean working environment. In some cases, a fume extraction gun paired with the proper portable fume extraction system can be a viable option to replace wearing a powered air purifying respirator and lessen the amount of equipment the welding operator must wear. To maintain compliance and safety, it’s always a good idea to consult an industrial hygienist to be certain that’s an appropriate step. In addition, operator comfort can be maximized by using stable posture and avoiding awkward body positioning, and by not working in one position for long periods. When welding in a seated position, operators should also have the workpiece slightly below elbow level. When the application requires standing for long periods, use a foot-rest. Having the right equipment, choosing equipment or accessories that are easy to operate and promote operator comfort, and utilizing proper welding technique and form are all important steps toward achieving a comfortable, safe work environment for welding operators. Lightweight welding guns with appropriate handle and neck designs for the job and for the operator can help achieve safe and productive results. The reduction of heat stress, wrist and neck fatigue and repetitive motions can also help decrease overall physical and mental stress for welding operators. To achieve optimal results, consider the numerous options available in tailoring a GMAW gun that is right for the application and operator preference.
Self-shielded flux-cored arc welding (FCAW-S) offers numerous benefits, including good weldability, high deposition rates, and excellent chemical and mechanical properties. These make the process a common choice for many applications, such as structural steel erection, bridge construction and heavy equipment repair. But like any welding process, it is not without its challenges. There are a few simple tips and best practices that can help address these challenges. Using this knowledge — with a bit of practice — can save time, money and frustration, and help achieve high weld quality. Slag inclusions — the result of molten flux from inside the welding wire becoming trapped inside the weld — can commonly occur in out-of-position and multi-pass FCAW-S applications. Preventing this issue depends on following key best practices and utilizing proper welding techniques. These include: Porosity is a common weld defect that occurs when gas is trapped in the weld. Cleaning the base material thoroughly prior to welding is the main way to prevent this problem. Remove all dirt, rust, grease, oil, paint, moisture and other contaminants from the full length of the weld joint. While welding, be sure to maintain wire stick-out of no more than 1 1/4 inch beyond the contact tip. In addition, using filler metals containing added deoxidizers can help prevent porosity and allow for welding through light contaminants. However, these wires are not a replacement for proper cleaning. Another defect, wormtracking, refers to marks on the surface of the weld bead caused by gas that the flux inside the wire creates. Take care to avoid excessive voltage for the wire feed setting to help prevent this problem. In situations where wormtracking occurs, reduce the voltage in increments of 1/2 volt until the problem stops. Undercutting and lack of fusion Lack of fusion occurs when the weld metal does not properly fuse with the base material or with the preceding weld bead during multi-pass welding. Using an improper gun angle is the main cause of this problem. Maintain heat input and correct work angle of the gun to help prevent lack of fusion. Use a gun angle drag of 15 to 45 degrees, and keep the arc on the trailing edge of the welding puddle. When using a weaving technique, hold the arc on the groove’s sidewall. A dirty work surface is another common cause of lack of fusion. Proper and thorough cleaning of the surface before welding and in between passes is recommended. Undercutting causes a weaker area at the toe of the weld by allowing a groove to melt in the base metal that is not filled in by the weld metal. This defect can often lead to cracking. To prevent undercutting, follow welding parameters for the appropriate welding current and voltage. Gun angle also plays a key role in this issue. In addition, be sure to maintain a travel speed that allows the weld metal to fill the melted-out areas of the base material completely. When it comes to weld joint penetration, too much and too little are both problematic. Good joint penetration is critical to completing high-quality welds, so it’s important to pay attention to how much weld metal is going into the joint. When weld metal melts through the base metal and hangs underneath the weld, this is excessive penetration. It is most often caused by too much heat. Avoid this problem by maintaining proper heat input for the application. Lower the voltage range, reduce wire feed speed and increase travel speed. When the problem is a lack of penetration — or a shallow fusion between the weld and base metals — taking the opposite steps will help: increase the voltage range and wire feed speed, while reducing travel speed. Joint preparation also plays a role in proper penetration. To maintain the right wire extension and obtain necessary arc characteristics for good weld quality, it is imperative to access the bottom of the groove. As with any welding process, FCAW-S can present some challenges. By utilizing proper welding technique and taking steps to address the issues, it will be easier to identify and solve problems quickly — or even prevent them from occurring — in order to reap the productivity and quality benefits the process offers.
When it comes to welding, too much of a good thing can often add up to unnecessary costs, potential downtime and lost productivity — especially if you have too large of a MIG gun for your application. Unfortunately, many people believe a common misconception: that you need a MIG gun rated to the highest amperage you expect to weld (e.g., a 400-amp gun for a 400-amp application). That is simply not true. In fact, a MIG gun that provides a higher amperage capacity than you need typically weighs more and may be less flexible, making it less comfortable to maneuver around weld joints. Higher amperage MIG guns also cost more. The truth is, because you spend time moving parts, tacking them and performing other pre- and post-weld activities, you rarely weld continuously enough to reach the maximum duty cycle for that MIG gun. Instead, it’s often better to choose the lightest, most flexible gun that meets your needs. For example, a MIG gun rated at 300 amps can typically weld at 400 amps and higher — for a limited amount of time — and do just as good of a job. In the United States, the National Electrical Manufacturers Association, or NEMA, establishes the MIG gun rating criteria. In Europe, similar standards are the responsibility of Conformité Européenne or European Conformity, also called CE. Under both agencies, MIG guns receive a rating that reflects the temperatures above which the handle or cable becomes uncomfortably warm. These ratings, however, do not identify the point at which the MIG gun risks damage or failure. Much of the difference lies in the duty cycle of the gun. Manufacturers have the option of rating their guns at 100-, 60- or 35-percent duty cycles. For that reason, there can be significant differences when comparing different MIG gun manufacturer’s products. Duty cycle is the amount of arc-on time within a 10-minute period. One MIG gun manufacturer may produce a 400-amp MIG gun that is capable of welding at 100 percent duty cycle, while another manufactures the same amperage MIG gun that can weld at only 60 percent duty cycle. In this example, the first MIG gun would be able to weld consistently at full amperage for a 10-minute time frame, whereas the latter would only be able to weld for 6 minutes. Before deciding which MIG gun to purchase, it is important to review the duty cycle ratios for the product. You can typically find this information in the product literature or on the manufacturer’s website. Based on the gun rating explanation above, it is also essential for you to consider the length of time you spend welding before you make your MIG gun selection. Look at how much time you actually spend welding over the course of 10 minutes. You may be surprised to discover that the average arc-on time is usually less than 5 minutes. Keep in mind that welding with a MIG gun rated to 300 amps would exceed its rated capacity if you were to use it at 400 amps and 100-percent duty cycle. However, if you used that same gun to weld at 400 amps and 50-percent duty cycle, it should work just fine. Similarly, if you had an application that required welding very thick metal at high current loads (even 500 amps or more) for a very short period of time, you might be able to use a gun rated at only 300 amps. As a general rule, a MIG gun becomes uncomfortably hot when it exceeds its full duty cycle temperature rating. If you find yourself welding for longer on a regular basis, you should consider either welding at a lower duty cycle or switching to a higher rated gun. Exceeding a MIG gun’s rated temperature capacity can lead to weakened connections and power cables, and shorten its working life. There are two types of heat that affect the handle and cable temperature on a MIG gun and also the amount of time you can weld with it: radiant heat from the arc and resistive heat from the cable. Both of these types of heat also factor into what rating of MIG gun you should select. Radiant heat is heat that reflects back to the handle from the welding arc and the base metal. It is responsible for most of the heat encountered by the MIG gun handle. Several factors affect it, including the material being welded. If you weld aluminum or stainless steel, for example, you will find that it reflects more heat than mild steel. The shielding gas mixture you use, as well as the welding transfer process, can also affect radiant heat. For example, argon creates a hotter arc than pure CO2, causing a MIG gun using an argon shielding gas mixture to reach its rated temperature at a lower amperage than when welding with pure CO2. If you use a spray transfer process, you may also find that your welding application generates more heat. This process requires an 85 percent or richer argon shielding gas mixture, along with a longer wire stick out and arc length, both of which increase the voltage in the application and the overall temperature. The result is, again, more radiant heat. Using a longer MIG gun neck can help minimize the impact of radiant heat on the handle by placing it further from the arc and keeping it cooler. The consumables you use can in turn affect the amount of heat that the neck absorbs. Take care to find consumables that connect tightly and have good mass, as these absorb heat better and can help prevent the neck from carrying as much heat to the handle. In addition to radiant heat, you may encounter resistive heat in your welding application. Resistive heat occurs by way of electrical resistance within the welding cable and is responsible for most of the heat in the cable. It occurs when the electricity generated by the power source cannot flow through the cable and cable connections. The energy of the “backed up” electricity is lost as heat. Having an adequately sized cable can minimize resistive heat; however, it cannot eliminate it entirely. A cable large enough to completely eliminate resistance would be too heavy and unwieldy to maneuver. Using a lighter MIG gun can often improve productivity since it is easier to maneuver for longer periods of time. Smaller MIG guns can also reduce your susceptibility to repetitive motion injuries, such as carpal tunnel syndrome. When choosing your MIG gun, remember that not all products are created equal. Two MIG guns rated to 300 amps could vary widely in terms of their overall size and weight. Take the time to research your options. Also, look for features like a ventilated handle that permits air to flow through it and keeps it running cooler. Such features can often allow a gun to be rated to a higher capacity without adding any size or weight. Finally, assess the time you spend welding, the process and shielding gas you use, and the materials you are welding. Doing so can help you select a gun that strikes the ideal balance between comfort and capacity.
Investing in a robotic welding system goes beyond the initial purchase — it is equally important to find ways to maximize the abilities of this equipment. When implemented properly, speed, accuracy and cost savings are fundamental benefits of welding automation. These factors rely on everything from the robot itself to personnel overseeing the weld cell to the smallest factors, like the front-end consumables on the robotic MIG gun. Although consumables may seem insignificant, the nozzles, contact tips and gas diffusers can have a huge impact on performance. The right combination reduces downtime and waste, and improves productivity and quality. In fact, a contact tip often serves as a barometer of the overall effectiveness of the welding process, by indicating how optimized it is — or isn’t. Always consider consumables as a part of the planning process when working with an integrator to design a robotic welding system. Doing so prevents issues with joint access — if the consumables are an afterthought, it’s possible that the front-end of the robotic MIG gun won’t be able to maneuver properly around the part or the fixturing to reach the joint. Reconfiguring the system can be time-consuming and costly. Bottleneck, straight or tapered nozzles can help accommodate for joint restrictions since they are narrower than standard nozzles and provide better access. Take caution when using tapered nozzles, however, as they are thinner and may not be able to withstand the higher amperage or higher-duty-cycles of robotic welding, leading to more frequent changeover. They may also collect more spatter buildup due to their narrower bore. For jobs requiring 300 amps or greater and/or those with a high level of arc-on time, a heavy-duty style nozzle with thicker walls and insulators will be more heat-resistant. It’s usually best to select the heaviest duty consumable for the application that still allows access to the tooling. Consult a robotic integrator or welding distributor whenever in doubt. Consumables come in a variety of materials and sizes. For example, heavy-duty contact tips are available in copper or chrome zirconium and feature an outside diameter (OD) of around 0.3125 inch. In addition to pulsed welding (discussed more later), higher-amperage applications can benefit from chrome zirconium contact tips, as they generally offer a longer performance life than copper contact tips. Nozzles are typically available in brass or copper. The brass variety tends to be more spatter-resistant. However, these nozzles have a lower melting point and can fracture or deteriorate more quickly than copper, if they come into direct contact with the molten weld pool. This factor makes them ill-suited for tight access applications. Extra-heavy-duty consumables are also available in the marketplace and are good for high-amperage applications requiring larger-diameter welding wires — 0.052 inch and greater. Contact tips in this category generally have an outer diameter of about 0.375 in. Regardless of the material, look for consumables that are well-machined with a smooth, consistent surface. These are less prone to spatter buildup and may therefore last longer. In some cases, these consumables may be more expensive, but it’s important to weigh the upfront costs with the longer-term savings of minimizing changeovers and downtime. Likewise, poorly functioning consumables, or ones that are simply not appropriate for the application, can generate weld quality issues that compound productivity delays and could lead to expensive rework. Robotic welding systems typically operate for longer periods of time at higher amperages than semi-automatic applications. As mentioned, heavy-duty consumables, which are more heat-resistant than standard-duty consumables, are often used. But they aren’t always necessary. In some cases, standard-duty consumables can replace them. For example, in applications with low duty cycles, there is less heat because less time is spent welding, and standard-duty consumable will suffice. It is important, however, to test for durability on a given application before introducing them into the welding operation. Also, when frequent consumable changeover is part of a company’s protocol, standard-duty consumables could work on high-amperage applications because the welding operator changes them over before a failure occurs from high heat levels. Mechanical wear on the contact tip is inevitable in any welding application, as the constant friction of the welding wire feeding through the tip naturally wears on it. But electrical wear also can be an issue in high-amperage welding that uses a pulsed welding mode. Pulsed welding programs have a unique waveform that causes the power source to move between low background currents and high peaks, which is particularly harsh on consumables. Often these waveforms reduce weld spatter but are harder, electrically speaking, on the contact tip. It is important to select contact tips that are durable enough for the application, and often chrome zirconium contact tips are the best choice for this welding mode. It is also a good idea to monitor contact tip usage regularly in pulsed welding applications. Changing over contact tips before they are too damaged can help to prevent issues such as loss of electrical conductivity, burnbacks and excessive spatter, resulting in poor weld quality, rework and downtime. Welding operators can use the time during routine breaks in production to changeover contact tips and maximize efficiencies. Robotic welding often uses large drums of wires — 500 to 1,000 pounds — to minimize changeover. The wire in these drums tends to have less cast or helix than wire that feeds off of a smaller spool and, as a result, feeds through the contact tip in a relatively straight fashion, making little or no contact with the tip. This action minimizes the electrical conductivity necessary to create a good arc and a sound weld. It also can cause the welding wire to contact the part being welded and arc back into the contact tip, creating a burnback. This condition automatically creates downtime because the contact tip needs to be changed. Undersizing contact tips, particularly when using solid wire in a high-amperage application, is a good fix. For example, a 0.040-in.-diameter contact tip could work for a 0.045-in. wire. The welding operator should check with a trusted welding distributor for applications requiring metal-cored wires because undersizing is not always an option. It’s worth considering the impact that the wire type has on the longevity of the contact tips as well. Non-copper-coated solid wires, for example, tend to wear contact tips more quickly than copper-coated ones because the coating acts like a lubricant to improve feedability. Improved feedability can, in turn, lead to longer contact tip life. A nozzle cleaning station or reamer cleans spatter from the robotic gun nozzle and clears away debris in the gas diffuser that accumulates during the welding process. Reamers can be outfitted with a sprayer that applies a water-based anti-spatter compound to protect the nozzle, retaining head and workpiece from spatter. Reamers and anti-spatter combined are a good defense against premature consumable failure and poor shielding gas coverage (caused by spatter-blocked gas ports), and can help extend the life of front-end consumables. For the best results, place the nozzle cleaning station close to the robot so it’s easily accessible, and program the robot to use it in between cycles — during part loading or tool transfer, for example. It should only take six seconds for the nozzle cleaning station to complete its job and the results are measurable: less spatter and longer consumable life.
When it comes to robotic welding operations, uptime is key. Minimizing air movements and ensuring consistent workflow are just as important as selecting the right robot, power source and robotic gas metal arc welding (GMAW) gun. Everything should work in conjunction to bring about the greatest efficiencies. The result can be higher productivity, better weld quality and an improved bottom line — not to mention, the potential for a competitive edge. A nozzle cleaning station (also called a reamer), along with a sprayer for delivering anti-spatter compound, can be simple and effective additions to the robotic weld cell — and ones that offer a good return on investment. Anti-spatter compound can also be delivered from a single large drum via a multi-feed system to numerous robotic weld cells. Anti-spatter compound protects the front-end consumables on a robotic GMAW gun from excessive spatter accumulation, which can restrict shielding gas flow, increasing the risk for porosity. This compound also helps prolong the life of the nozzle, contact tips and gas diffuser, and can reduce downtime for consumable changeover. In addition, it can lower the cost for consumable inventory (and its management), and reduce operating costs by improving weld quality and lessening rework by way of consumables that operate at peak performance. All of these factors contribute to a more productive and profitable welding operation. The what, when and where of anti-spatter compounds Constant-voltage (CV) applications and those utilizing solid wire and/or the welding of galvanized steel tend to produce high levels of spatter, and therefore, often benefit the most from the use of anti-spatter compound. However, the application of anti-spatter compound is ideal for any high-volume, high-production environment seeking to minimize potential weld quality issues, extend consumable life and also reduce downtime. Its application can easily be programmed so that it is sprayed onto the consumables after each ream cycle, during routine pauses in production for part changeover. When selecting an anti-spatter compound, be certain that it is capable of providing uniform coverage to protect the entire nozzle, that it cleans up easily and leaves no residue, and that it is compatible with the nozzle cleaning station being used. Water-soluble anti-spatter compound is the most popular option, and is typically non-toxic and eco-friendly. Oil-based anti-spatter compound is also available in the marketplace, but is generally less desirable to use because it is more difficult to clean up if it settles on fixtures or elsewhere in the weld cell. It is also important to note that oil-based anti-spatter compound is not always compatible with all nozzle cleaning stations and it can clog up this equipment. Despite the fact that the more popular water-based anti-spatter compound is non-toxic, welding operators and/or maintenance personnel should still take care when handling and using it. They should avoid breathing in spray mists and always wash their hands after coming in contact with the compound (for example, when filling the sprayer). The use of a NIOSH certified (or equivalent) respirator during spraying is recommended. Also, personnel should wear Nitrile or Butyle gloves and wear chemical safety goggles for the best protection. Local exhaust ventilation near the sprayer is also important. Store anti-spatter compound containers according at the temperatures recommended by the manufacturer. Best practices for anti-spatter compound use Spraying for about a half-second is the standard recommendation. If a company finds that it is necessary to spray the anti-spatter compound any longer, that usually means the sprayer is too far away. In fact, anti-spatter compound should never be sprayed for three or more seconds. In addition to causing harm to the consumables, excess spraying can leave a residue of the compound in the weld cell that could lead to safety issues, such as slick floors and slipping hazards. Over-application of anti-spatter compound may also damage equipment, such as power sources, by adversely affecting electrical circuits it comes in contact with. Some manufacturers offer a spray containment unit, which can help capture excess anti-spatter compound. This 3 to 4-inch unit fits over the spray head on the anti-spatter compound sprayer. After the spatter has been cleared from the nozzle during the reaming cycle, the nozzle docks on the spray containment unit. An opening at the top of the cylinder allows the anti-spatter to spray onto the nozzle while an O-ring seals the nozzle in place so only the outside edge and inside of the nozzle are sprayed. The spray containment unit also collects any anti-spatter compound runoff at the bottom of the unit so it can be easily drained into a container and disposed of properly. Anti-spatter compound cannot be reused and should be disposed of in accordance with federal, state and local environmental control regulations. When employing a spray containment unit, it is important to inspect it regularly, removing any spatter or debris from the bottom that could prevent it from working properly. As part of a preventive maintenance activities, clear the screen or filter inside the unit of contaminants using clean, compressed air. Doing so helps ensure that the screen can continue to fulfill its intended purpose of improving air quality. As with any part of the robotic welding operation, when employed properly, this unit and the use of anti-spatter compound can yield positive results. Always follow the manufacturer’s recommendation for use and consult with a trusted welding distributor with any questions. In conjunction with anti-spatter compound, a nozzle cleaning station improves quality and productivity in robotic weld cells by helping extend consumable life and reducing downtime for changeover. Here are some tips to get the most out from this equipment. Correct placement: Place the nozzle cleaning station in close proximity to the robot so it is easily accessible. Match parts and sizes: Make sure the V-block inside the top of the nozzle cleaning station is the correct size for the nozzle, that the cutter blade is the correct size for the nozzle bore, and that the insertion depth of the nozzle to the reamer is adequate. Monitor the home signal: Monitor the home signal on the nozzle cleaning station to reduce issues during the cleaning cycle and minimize guesswork regarding whether the equipment is ready for use or done with its cycle. Clean and scrape parts: Clean the top seal on the spindle under the cutter and make sure all clamp faces are kept clean by scraping the faces and jaws on the V-block to remove debris. Buildup on these parts can push the nozzle out of position, leading to the fit-up no longer being concentric — and, potentially, to broken cutter blades.
A nozzle cleaning station, or reamer, is a peripheral that can be integrated into an automated welding system to maximize its performance. Reamers remove spatter from inside the gas metal arc welding (GMAW) gun’s front-end consumables — nozzles, contact tips and retaining heads — that accumulates during routine welding. In doing so, this equipment improves quality and productivity in robotic weld cells by extending consumable life and reducing downtime for maintenance. In addition, utilizing a reamer helps prevent loss of shielding gas coverage, a problem that can lead to expensive rework to correct porosity or other weld defects. From proper installation and setup to effective operation, there are best practices to gain the highest performance, quality and long-term use from reamers.
The heat and repetitive motions that accompany gas metal arc welding (GMAW) can take their toll. Customizing your GMAW gun to match your application, however, can make a big difference in improving your comfort, and gaining the best welding performance. A GMAW gun’s trigger, handle, neck and power cable design all impact how long you can comfortably weld without experiencing fatigue or stress. By ensuring your comfort, you lessen the chance of injuries associated with repetitive movement and reduce overall fatigue. To help, some manufacturers offer online systems to help you configure a gun to your exact specifications.
Peripherals — equipment that is integrated into the robotic welding process to make it more effective — can significantly boost the return on investment you achieve from your welding robot. And incorporating and operating peripherals successfully doesn’t have to be difficult. To help, it is important to understand how your peripherals are intended to function and employ some best practices for using them. All robotic welding systems require some form of collision detection to prevent damage to both the robotic MIG gun and the robot arm in the event of an impact. Impacts can occur when the robotic MIG gun collides with an incorrectly positioned work piece or out-of-position tooling, or when the gun strikes an item that has inadvertently been left in the welding cell. Some robotic systems incorporate robot collision detection software. Systems that do not have built-in collision detection, however, should always be paired with a clutch — an electronic component that attaches to the robotic MIG gun to protect it and the robot from heavy damage in the event of a collision. In some cases, you may choose to add a clutch to a system that utilizes collision software as backup protection for the robot. Always make sure the clutch works with the weight of the load created by the robotic MIG gun and front-end consumables. If the gun is not properly supported and the robot moves rapidly to another spot on the other side of the part, the extra weight can move the clutch out of its optimal position. If a clutch gets triggered from a collision, reset it by pulling it towards you and letting it snap back into position. After, be sure to check your tool center point (TCP) to ensure the robotic MIG gun is properly aligned for precise welding of the joint. If it is off center, validate that the clutch is in its home position. If you have robotic welding applications that require consistent welding wire stick-out — the distance the wire extends from the end of the contact tip — a wire cutter is a recommended peripheral. As the name implies, a wire cutter cuts the welding wire to a specified length or stick-out and also removes any balling at the end of the wire. Most wire cutters can cut a range of different types of welding wire, including stainless steel, flux-cored and metal-cored, usually up to 1/16-inch diameter. They can often be mounted on a nozzle station or used remotely as needed. In conjunction with a wire brake, the wire cutter can ensure that the stick-out remains consistent for robots with touch sensing capabilities that help locate the joint. Another key peripheral is a neck inspection fixture, which tests the tolerance of a robotic MIG gun’s neck to the TCP so you can re-adjust it after an impact or after bending due to routine welding. The advantage of adding a neck inspection fixture to a robotic weld cell is twofold. One, it ensures the neck meets the specifications to which the robotic welding system has been programmed and, once the tolerance has been determined, you can simply adjust the neck accordingly. This can prevent costly rework due to missed weld joints and can also prevent downtime required to reprogram a robot to meet welding specifications with an existing bent neck. Second, a neck inspection fixture can save you time, money and confusion when exchanging necks from one robotic MIG gun to another. Having this ability is especially advantageous if you maintain a large number of welding robots. You can simply remove a bent neck and change it with a spare that has already been inspected and adjusted, and put the robot back in service immediately. One of the most important peripherals you should consider for your robotic welding system is a nozzle cleaning station or reamer. A nozzle cleaning station removes spatter from the robotic MIG gun nozzle and clears away the debris that accumulates in the diffuser during the welding process. This helps lengthen the life of the robotic gun consumables, as well as the gun itself. A clean nozzle also reduces problems that could lead to rework and helps the robot create better quality welds. During installation, be sure your reamer is on a sturdy base or otherwise securely fastened and not moving around during the reaming cycle. Ideally, the nozzle cleaning station should be placed in close proximity to the welding robot so it is easily accessible when cleaning is necessary. You should program the reaming process to run in between cycles — either during part loading or tooling transfer — so it does not add to the overall cycle time per part. Always keep the covers on your reamer. The electronics within a reamer can be easily ruined by moisture from the atmosphere. Also, remember to use clean, filtered and lubricated air in your reamer. If “dirty” air goes into the reamer, it will clog up the valves. If you don’t have a lubricator installed on the reamer, use an alternative method to lubricate the air that goes through the motor. It is important that your reamer matches the diameter of the nozzle and that the blade does not hit the diffuser or nozzle when it goes through a ream cycle. Be sure you are using the right blade for the nozzle you have and that your nozzle is set at the correct depth within the jaws of the reamer. A reamer can be used by itself or in conjunction with a sprayer that applies an anti-spatter compound to protect the nozzle, diffuser and work piece from spatter. Make sure the nozzle is the correct height away from the spray block and that the duration of the spray is about a half a second. Too much anti-spatter compound can ruin the insulator on your nozzle, and can lead to unnecessary costs for replacement. The compound may also build up on the nozzle, the robot and the parts being welded, resulting in additional cleanup. Frequently check that the sprayer and sprayer head is free of debris; if spatter gets inside the sprayer head, it will cause the spray plume to be distorted, which will create inconsistent coverage. If you are using a multi-feed anti-spatter system, be sure you have a good quality hose, such as a urethane hose, and that it is protected from any spatter that may hit it and create a hole. Also, securely fasten the hose with clamps at every connection to prevent leaks. You may consider using a spray containment unit to capture excess anti-spatter compound. If so, weekly inspections are recommended; remove any spatter or debris that may have fallen to the bottom. Failing to do so can prevent the unit from draining, which will cause the containment unit to overflow and create a mess. The decision to invest in robotic welding equipment is significant. It requires time, knowledge and a trusted relationship with a robotic welding equipment manufacturer to find the right system. The same holds true for peripherals. Although these devices do add to the initial cost of automating, they can lead to measurable cost savings and profits in the long run. But remember, the goal in robotic welding is repeatability and increased productivity, and any additional equipment that can help achieve these results may be worth your investment.
Implementing and operating a robotic welding system requires attention to detail to gain high productivity and consistent quality. It’s equally important to do whatever you can to protect your investment for the long term — from the robot to the MIG gun and more. In some cases, robotic peripherals are an additional means to help and can provide added safety, in the case of a clutch. As a safety device for your robotic MIG gun, a clutch attaches to the robotic MIG gun and protects it — and the robot arm — from damage. If the robot crashes, the clutch will send a signal back to the robot that alerts it to shut down. Not only does this help prevent further damage to the robotic arm, but it also protects your gun and your front-end consumables. While many newer robots are equipped with collision detection software that serves the same function as a clutch, older robots, which are still very commonly used, are not. Regardless of whether you’re operating a new or older robot, everyone knows your robotic welding system is only as good as the uptime it offers. It’s essential to keep as much arc-on time as possible. When selecting a clutch, you need to choose one that can hold whatever load is going to be on it. For example, if the front end of the gun is extremely heavy and requires significant air movement, some clutches may not be able to support it or may require an adjustment to their sensitivity settings. Also, look for obvious size constraints and make sure the clutch fits within your molding application and tooling. When setting up your clutch be sure to check your tool center point (TCP). Putting on a clutch should not significantly change the TCP. If it’s off, be sure to validate that the clutch is in its home position. Also, when replacing a clutch, make sure the TCP is within specifications. Similarly, always reset the clutch to its home position and recheck the tool center point after a crash. If the tool center point is off, look first to make sure no other damage occurred to another component during the crash. It could indicate that the neck bent out of position, for example, and needs to be straightened with a neck checking fixture or replaced. If all components are undamaged and the deflection is still off, you’ll need to trip the clutch again by pulling it back and snapping it back into place. Typically, the only reason a clutch will fail is if its electrical switch inside fails. If that happens, it will no longer send a signal back to the robot, which will shut down the entire system. In order to ensure the switch is working properly, you can either conduct a continuity check in the open and closed position of the switch using a multimeter or manually trip it by bumping the neck with your hand. If the clutch is working properly, it will send a signal back to the robot that indicates there is a problem. This type of check can be done as part of your preventative maintenance whenever the robot is set up and in a stopped position. Remember, as with any part of the robotic welding system, knowledge is key. Peripherals like clutches serve a distinct purpose in helping make robotic welding successful. Keep in mind some of these tips to help you get the most out of this equipment. Want to improve your MIG welding? By following these seven tips, you can take your MIG welding operation to the next level and ensure you are as safe, efficient and professional as any other shop. Never forget that MIG welding, when done improperly, can be hazardous. Electric shock, fumes and gases, arc rays, hot parts, noise and a host of other possible hazards come along with the territory. The ultraviolet and infrared light rays can also burn your skin — similar to a sunburn but without the subsequent tan — and your eyes. This is why the best MIG welding operator knows how to stay safe. Welding helmets, gloves, close-toed shoes and clothes that fully cover exposed skin are essential. Make sure you wear flame-resistant natural fibers such as denim and leather, and avoid synthetic materials that will melt when struck by spatter, potentially causing burns. Also, avoid wearing pants with cuffs or shirts with pockets, as these can catch sparks and lead to injuries. Keep in mind that heavy-duty MIG welding often produces a lot of heat, sparks and spatter, and requires a lower degree of dexterity than some other forms of welding. Therefore, using thick, stiff leather gloves that provide a higher level of protection is smart. Similarly, choose leather footwear that covers your entire foot and leaves as little room as possible for spatter to fall along your ankle line. High-top leather shoes and work boots often provide the best protection. Finally, always be sure you have adequate ventilation per OSHA recommendations and check material safety data sheets (MSDS) for each metal being welded and filler metal being used. Use a respirator whenever required by the MSDS. Before you get started with MIG welding, conduct online research to see what the best practices are for the specific wire you have or contact a trusted filler metal manufacturer to improve the quality of your welding. Doing so not only tells you what the manufacturer’s recommended parameters are for your diameter wire, but also what the proper wire feed speed, amperage and voltage is, along with the most compatible shielding gas. The manufacturer will even tell you what electrode extension or contact-to-work distance (CTWD) is best suited for the particular wire. Keep in mind that if you get too long of a stickout, your weld will be cold, which will drop your amperage and with it the joint penetration. As a general rule of thumb, since less wire stickout typically results in a more stable arc and better low-voltage penetration, the best wire stickout length is generally the shortest one allowable for the application. Before you start welding, make sure all of your connections are tight — from the front of the MIG gun to the power pin attaching it to the power source. Also be certain there is no spatter buildup on your welding consumables and that you have a ground cable as close to the workspace as possible. Whenever possible, hook the ground cable on the weldment. If that is not possible, hook it to a bench. But remember: The closer it is to the arc, the better. If you have a questionable ground, it can cause the gun to overheat, impacting contact tip life and weld quality. In addition, regularly clean any shavings from the welding wire or debris that collects on your consumable parts and in your liner using clean compressed air. Improper drive roll selection and tension setting can lead to poor wire feeding. Consider the size and type of wire being used and match it to the correct drive roll to improve MIG welding performance. Since flux-cored wire is softer, due to the flux inside and the tubular design, it requires a knurled drive roll that has teeth to grab the wire and to help push it through. However, knurled drive rolls should not be used with solid wire because the teeth will cause shavings to break off the wire, leading to clogs in the liner that create resistance as the wire feeds. In this case, use V-grove or U-groove drive rolls instead. Set the proper drive roll tension by releasing the drive rolls. Then increase the tension while feeding the wire into your gloved hand until the tension is one half-turn past wire slippage. Always keep the gun as straight as possible to avoid kinking in the cable that could lead to poor wire feeding. Contact tips can have a significant impact on improving MIG welding performance since this consumable is responsible for transferring the welding current to the wire as it passes through the bore, creating the arc. The position of the contact tip within the nozzle, referred to as the contact tip recess, is just as important. The correct contact recess position can reduce excessive spatter, porosity, insufficient penetration, and burn-through or warping on thinner materials. While the ideal contact tip recess position varies according to the application, a general rule of thumb is that as the current increases, the recess should also increase. See Figure 1. Always know what gas your wire requires — whether it’s 100 percent CO2 or argon, or a mix of the two. While CO2 is considerably cheaper than argon and good for penetrating welds on steel, it also tends to run cooler, making it usable for thinner materials. Use a 75 percent argon/25 percent CO2 gas mix for even greater penetration and a cleaner weld, since it generates less spatter than straight CO2. Here are some suggestions for shielding gases for common types of wire: Solid Carbon Steel Wire: Solid carbon steel wire must be used with CO2 shielding gas or a 75 percent CO2/25 percent argon mix, which is best used indoors with no wind for auto body, manufacturing and fabrication applications. Aluminum Wire: Argon shielding gas must be used with aluminum wire, which is ideal for stronger welds and easier feeding. Stainless Steel Wire: Stainless steel wire works well with a tri-mix of helium, argon and CO2. For the best control of your weld bead, keep the wire directed at the leading edge of the weld pool. When welding out of position (vertical, horizontal or overhead welding), keep the weld pool small for best weld bead control, and use the smallest wire diameter size you can. A bead that is too tall and skinny indicates a lack of heat into the weld joint or too fast of travel speed. Conversely, if the bead is flat and wide, the weld parameters are too hot or you are welding too slowly. Ideally, the weld should have a slight crown that just touches the metal around it. Keep in mind that a push technique preheats the metal, which means this is best used with thinner metals like aluminum. On the other hand, if you pull solid wire, it flattens the weld out and puts a lot of heat into the metal. Finally, always store and handle your filler metals properly. Keep product in a dry, clean place — moisture can damage wire and lead to costly weld defects, such as hydrogen-induced cracking. Also, always use gloves when handling wires to prevent moisture or dirt from your hands settling on the surface. When not in use, protect spools of wire by covering them on the wire feeder, or better yet, remove the spool and place it in a clean plastic bag, closing it securely. As with any welding process, it takes time and practice to gain the best performance when MIG welding. Following some of these simple steps can help along the way.
When choosing a gas metal arc welding (GMAW) gun, there are several factors to consider. After all, welding is simply the result of one large electrical circuit — and the gun reflects that. The general rule is to select the lightest, most flexible gun for the application. The following considerations impact that selection: duty cycle, amperage requirement and work site location. Striking the right balance between gun size and capacity can increase the efficiency of a welding operation and decrease the risk of issues that could damage the equipment — including overheating. No matter the cause, there are several signs that precede catastrophic gun failure. Knowing these signs and taking steps to prevent them can minimize the cost for unnecessary downtime, reduce gun and consumable replacement costs, and prevent weld quality issues. Consider some simple troubleshooting tips and best practices.
In recent years, the industry has seen advancements in robotic welding technologies that help companies improve productivity and quality and gain a competitive edge. The transition from conventional robots to through-arm robots is among those advancements. These robots require the use of through-arm robotic MIG guns. As the name suggests, the cable assembly of a through-arm MIG gun runs through the arm of the robot, improving its overall durability. The through-arm design naturally protects the power cable and makes it less prone to snag on fixturing, rub against the robot or wear out from routine torsion — all of which can lead to premature cable failure. Since through-arm robotic MIG guns don’t require a mounting arm like conventional robotic MIG guns do, they provide a smaller work envelope. This makes them particularly advantageous when working in tight spaces. Here are the top 10 things to consider when selecting, installing and maintaining a through-arm robotic MIG gun: When choosing a through-arm robotic MIG gun, look for one that offers good power cable rotation. For example, some manufacturers place a rotating power connection on the front of the cable that allows it to rotate 360 degrees. This ability provides stress relief for the cable and power pin, and allows for greater maneuverability for a wider range of applications. It also helps prevent cable kinking that could lead to poor wire feeding, conductivity issues, or premature wear or failure. Choosing a through-arm robotic MIG gun is similar to choosing a conventional robotic MIG gun, except that through-arm guns are sold with predetermined cable lengths. It is still important, however, to choose a gun with power cables that are constructed of durable components and materials to help prevent wear or failure. Always know your robot make and model when placing an order for a new gun to ensure you make the proper selection. Always select the proper amperage of gun and be certain it has the appropriate duty cycle for the given application. Duty cycle is the amount of arc-on time within a 10-minute period; a gun with a 60 percent duty cycle, for example, can weld for six minutes within that period without overheating. As a rule, most manufacturers offer guns up to 500 amps, in both air- and water-cooled models. Check if the robot that the through-arm gun is installed on has collision detection software. If not, identify a clutch that will pair with the gun to help ensure the robot remains safe if it collides with a workpiece or tooling. For through-arm robotic MIG guns, it is important to note that the power cable needs to be installed in a slightly different manner than a conventional over-the-arm robotic MIG gun. Installing a through-arm robotic MIG gun incorrectly can lead to a host of problems, not the least of which is cable failure. Incorrect installation can also cause weld quality issues, such as porosity, due to poor electrical connections; premature consumable failure caused by poor conductivity and/or burnbacks; and, potentially, failure of the entire robotic MIG gun. To prevent such problems, it is imperative to consult the manufacturer’s instructions for each specific MIG gun. When installing a through-arm robotic MIG gun, first position the robot with the wrist and top axis at 180 degrees, parallel to each other. Install the insulating disc and spacer the same as with a conventional over-the-arm robotic MIG gun. Be certain that the power cable position is also correct. The cable should have the proper “lie” with the robot’s top axis at 180 degrees. In addition, it’s important to avoid a very taut power cable, as it can cause undue stress on the power pin. It can also cause damage to the cable once the welding current passes through it. For that reason, it’s important to make sure the power cable has approximately 1.5 inches of slack when installing it. (See Figure 1.) The stud on the front of the power cable needs to be fully inserted into the front connector of the through-arm robotic MIG gun. To achieve this result, always install the stud into the front housing prior to bolting the front end onto the robot wrist. By pulling the cable through the wrist and making the connections in front of the gun, it’s easy to slide the whole assembly back (once the cable is fastened) and bolt it onto the wrist. This extra step will ensure the cable is seated and will allow for maximum continuity and maximum power cable life. Be certain to position the wire feeder in close enough proximity to the robot that the power cable on the through-arm robotic MIG gun will not be stretched unnecessarily after installation. Having a wire feeder that is too far away for the length of the power cable can cause undue stress on the cable and front-end components. Consistent preventive maintenance is key to the longevity of any robotic MIG gun, including the through-arm style. During routine pauses in production, check for clean, secure connections between the MIG gun neck, the diffuser or retaining heads, and the contact tip. Also, check that the nozzle is secure and any seals around it are in good condition. Having tight connections from the neck through the contact tip helps ensure a solid electrical flow throughout the gun and minimizes heat buildup that could cause premature failure, poor arc stability, quality issues and/or rework. In addition, regularly check that the welding cable leads are secured properly and assess the condition of the welding cable on the robotic MIG gun, looking for signs of wear, including small cracks or tears, and replace as necessary. Spatter buildup can cause excessive heat in the consumables and MIG guns, and block shielding gas flow. Visually inspect consumables and the through-arm robotic MIG gun on a regular basis for signs of spatter. Clean the gun as needed and replace consumables as necessary. Adding a nozzle cleaning station (also called a reamer or spatter cleaner) to the weld cell can also help. Like its name implies, a nozzle cleaning station removes spatter (and other debris) that builds up in the nozzle and diffuser. Using this equipment in conjunction with a sprayer that applies an anti-spatter compound can further protect against spatter accumulation on the consumables and the through-arm robotic MIG gun.
Companies invest in robotic welding systems to improve productivity, gain more consistent weld quality and reduce costs. Robotic welding can also set companies apart from the competition by allowing for faster completion and delivery of products. Because of the cost for investing in this equipment, it is important to take steps to protect the system and ensure it is operating at its maximum potential. Keep in mind these best practices and troubleshooting tips to help you avoid downtime and increase throughput in your operation.
Planned downtime for preventive maintenance in the welding operation is not time wasted. Rather, it is a crucial part of keeping production flowing smoothly and avoiding unplanned downtime. Proper maintenance can extend the life of consumables and equipment, and help prevent issues such as birdnesting or burnback that can lead to costly and time-consuming troubleshooting and rework. Keep in mind a few simple maintenance tips and best practices to get the most from your MIG gun and consumables. Prior to welding, ensure all connections are tight and that consumables and equipment are in good condition and free from damage. Start with the front of the gun and work your way back to the feeder. A tight neck connection is essential to carry the electrical current from the welding cable to the front-end consumables. Loose connections at either end of the neck can cause poor electrical conductivity, leading to weld defects and, potentially, overheating of the gun. When using a rotatable neck — one that allows the gun neck to be rotated to the desired position for welding, for increased flexibility and operator comfort — make sure the hand nut on the neck is tight and that the neck is secure in the cable fitting. Also, be sure to visually inspect the handle and trigger to check there are no missing screws or damage. The cable should be free of cuts, kinks and damage along the outer cover. Cuts in the cable can expose the internal copper wiring and create a potential safety hazard to the welding operator. In addition, these issues can lead to electrical resistance that causes heat buildup — and ultimately cable failure. In checking the feeder connection, make sure the power pin is fully inserted and tightly connected, otherwise it can cause birdnesting of the wire at the feeder. A loose connection can also cause electrical resistance at the joint, which could lead to an overheated gun. A clean liner that is the correct size is important in producing quality welds. The liner is often both the most difficult part of the gun to inspect and maintain, and one of the most frequent sources of weld troubles. A liner that is cut too short can cause wire feeding problems. Follow the manufacturer’s instructions for proper trimming and installation of the wire for the best results. Also, take care to keep the liner off the floor during installation to avoid picking up dirt and debris that could enter the weld pool and cause defects. A dirty liner reduces shielding gas flow, which can lead to porosity in the weld. Fragments of welding wire can also chip off and accumulate in the liner. Over time, this buildup can cause poor wire feeding, birdnesting and burnback. To maintain your liner, periodically blow clean compressed air through it to clear out dirt and debris. This task can be done in a few extra minutes during wire changeovers or when removing the wire from the gun — and helps save considerable time in troubleshooting problems later. MIG gun front-end consumables are exposed to heat and spatter and therefore often require frequent replacement. However, performing some simple maintenance can help extend consumable life and improve gun performance and weld quality. The gas diffuser provides gas flow to the weld pool and also connects to the neck and carries the electrical current to the contact tip. Make sure all connections are tight, and check the diffuser’s O-rings for cracks, cuts or damage. The nozzle’s main role is to focus the shielding gas around the weld pool. Watch for spatter buildup in the nozzle, which can obstruct gas flow and lead to problems due to inadequate shielding coverage. Use welper pliers to clean spatter from the nozzle. The contact tip is the last point of contact between the welding equipment and the welding wire. Keyholing of the contact tip is a concern to watch for with this consumable. This occurs when the wire passing through the tip wears an oblong-shaped slot into the diameter of the tip. Keyholing can put the wire out of center and cause problems such as an erratic arc. If you are experiencing wire feeding issues, try changing the contact tip or switching to a larger-size contact tip. Tips that look worn should be replaced. Taking the time for preventive maintenance can pay off in less downtime in the long run. Along with that, always remember to properly store your MIG gun consumables to help you achieve the best results and extend the life of your equipment. When not in use, the gun should be stored in a coiled position, either hanging or lying flat, such as on a shelf. Do not leave MIG guns on the floor of the shop, where there is a chance the cable could be run over, kinked or damaged. Ultimately, the better care you take care of this piece of equipment, the better results you can achieve in the weld cell.
MIG welding is considered among the easiest welding processes to learn and is useful for a variety of applications and industries. Since the welding wire constantly feeds through the MIG gun during the process, it doesn’t require frequent stopping, as with stick welding. The result is faster travel speeds and greater productivity. The versatility and speed of MIG welding also make it a good option for all-position welding on various metals, including mild and stainless steels, in a range of thicknesses. In addition, it produces a cleaner weld that requires less cleanup than stick or flux-cored welding. To maximize the benefits this process offers, however, it is imperative to select the right MIG gun for the job. In fact, this equipment’s specifications can significantly impact productivity, downtime, weld quality and operating costs — as well as welding operators’ comfort. Here is a look at different types of MIG guns and some key factors to consider when making the selection. It is important to select a MIG gun that offers adequate amperage and duty cycle for the job in order to prevent overheating. Duty cycle refers to the number of minutes in a 10-minute period that a gun can be operated at its full capacity without overheating. For example, a 60 percent duty cycle means six minutes of arc-on time in a 10-minute span. Because most welding operators don’t weld 100 percent of the time, it is often possible to use a lower amperage gun for a welding procedure that calls for a higher-amperage one; lower-amperage guns tend to be smaller and easier to maneuver, so they are more comfortable for the welding operator. When evaluating a gun’s amperage, it is important to consider the shielding gas that will be used. Most guns in the industry are tested and rated for duty cycle according to their performance with 100 percent CO2; this shielding gas tends to keep the gun cooler during operation. Conversely, a mixed-gas combination, such as 75 percent argon and 25 percent CO2, makes the arc hotter and therefore causes the gun to run hotter, which ultimately reduces duty cycle. For example, if a gun is rated at 100 percent duty cycle (based on the industry-standard testing with 100 percent CO2), its rating with mixed gases will be lower. It is important to pay attention to the duty cycle and shielding gas combination — if a gun is rated at only 60 percent duty cycle with CO2, the use of mixed gases will cause the gun to operate hotter and become less durable. Deciding between a water- or air-cooled MIG gun depends largely on the application and amperage requirements, welding operator’s preference and cost considerations. Applications that involve welding sheet metal for only a few minutes every hour have little need for the benefits of a water-cooled system. On the other hand, shops with stationary equipment that repeatedly weld at 600 amps will likely need a water-cooled MIG gun to handle the heat the applications generate. A water-cooled MIG welding system pumps cooling solution from a radiator unit, usually integrated inside or near the power source, through hoses inside the cable bundle, and into the gun handle and neck. The coolant then returns to the radiator, where a baffling system releases the heat absorbed by the coolant. The ambient air and shielding gas further disperse the heat from the welding arc. Conversely, an air-cooled system relies solely on the ambient air and shielding gas to dissipate the heat that builds up along the length of the welding circuit. These systems, which range from 150 to 600 amps, use much thicker copper cabling than water-cooled systems. By comparison, water-cooled guns range from 300 to 600 amps. Each system has its advantages and disadvantages. Water-cooled guns are more expensive upfront, and can require more maintenance and operational costs. However, water-cooled guns can be much lighter and more flexible than air-cooled guns, so they can provide productivity advantages by reducing operator fatigue. But because water-cooled guns require more equipment, they can also be impractical for applications that require portability. While a lower-amperage gun can be appropriate for some applications, be sure it offers the necessary welding capacity for the job. A light-duty MIG gun is often the best choice for applications that require short arc-on times, such as tacking parts or welding sheet metal. Light-duty guns typically provide 100 to 300 amps of capacity, and they tend to be smaller and weigh less than heavier-duty guns. Most light-duty MIG guns have small, compact handles as well, making them more comfortable for the welding operator. Light-duty MIG guns offer standard features at a lower price. They use light- or standard-duty consumables (nozzles, contact tips and retaining heads), which have less mass and are less expensive than their heavy-duty counterparts. The strain relief on light-duty guns is usually composed of a flexible rubber component and, in some cases, may be absent. As a result, care should be taken to prevent kinking that may impair wire feeding and gas flow. Also note, overworking a light-duty MIG gun can lead to premature failure, so this type of gun may not be appropriate for a facility that has multiple applications with various amperage needs. At the other end of the spectrum, heavy-duty MIG guns are the best choice for jobs that require long arc-on times or multiple passes on thick sections of material, including many applications found in heavy equipment manufacturing and other demanding welding jobs. These guns generally range from 400 to 600 amps and are available in air- and water-cooled models. They often have larger handles to accommodate the larger cables that are required to deliver these higher amperages. The guns frequently use heavy-duty front-end consumables that are capable of withstanding high amperages and longer arc-on times. The necks are often longer as well, to put more distance between the welding operator and the high heat output from the arc. For some applications and welding operations, a fume extraction gun may be the best option. Industry standards from the Occupational Safety and Health Administration(OSHA) and other safety regulatory bodies that dictate allowable exposure limits of welding fumes and other particulates (including hexavalent chromium) have led many companies to make the investment. Similarly, companies that seek to optimize welding operator safety and attract new skilled welding operators to the field may want to consider these guns, as they can help create a more appealing work environment. Fume extraction guns are available in amperages typically ranging from 300 to 600 amps, as well as various cable styles and handle designs. As with all welding equipment, they have their advantages and limitations, best applications, maintenance requirements and more. One distinct advantage to fume extraction guns is that they remove the fumes at the source, minimizing the amount that enters the welding operator’s immediate breathing zone. Fume extraction guns can, in combination with many other variables in the welding operation — welding wire selection, specific transfer methods and welding processes, welding operator behavior and base material selection — help companies maintain compliance with safety regulations and create a cleaner, more comfortable welding environment. These guns operate by capturing the fumes generated by the welding process right at the source, over and around the weld pool. Various manufacturers have proprietary means of constructing guns to conduct this action but, at a basic level, they all operate similarly: by mass flow or the movement of material. This movement occurs by way of a vacuum chamber that suctions the fumes through the handle of the gun and into the gun’s hose through to a port on the filtration system (sometimes informally referred to as a vacuum box). Fume extraction guns are well-suited for applications that use solid, flux-cored or metal cored welding wire as well as those conducted in confined spaces. These include, but are not limited to, applications in the shipbuilding and heavy equipment manufacturing industries, as well as general manufacturing and fabrication. They are also ideal for welding on mild and carbon steel applications, and on stainless steel applications, as this material generates greater levels of hexavalent chromium. In addition, the guns work well on high amperage and high deposition rate applications. When it comes to cable selection, choosing the smallest, shortest and lightest cable capable of handling the amperage can offer greater flexibility, making it easier to maneuver the MIG gun and minimize clutter in the workspace. Manufacturers offer industrial cables ranging from 8 to 25 feet long. The longer the cable, the more chance it can get coiled around things in the weld cell or looped on the floor and possibly disrupt wire feeding. However, sometimes a longer cable is necessary if the part being welded is very large or if welding operators must move around corners or over fixtures to finish the task at hand. In these cases, where operators are moving back and forth between long and short distances, a steel mono coil cable might be the better choice. This type of cable doesn’t kink as easily as standard industrial cables and can provide smoother wire feeding. A MIG gun’s handle and neck design can impact how long an operator can weld without experiencing fatigue. Handle options include straight or curved, both of which come in vented styles; the choice often boils down to welding operator preference. A straight handle is the best choice for operators who prefer a trigger on top, since curved handles for the most part do not offer this option. With a straight handle, the operator can rotate the neck to place the trigger on top or on bottom. In the end, minimizing fatigue, reducing repetitive motion and decreasing overall physical stress are key factors that contribute to a safer, more comfortable and more productive environment. Choosing a MIG gun that offers the best comfort and operates at the coolest temperature allowed by the application can help improve arc-on time and productivity — and, ultimately, increase the profitability of the welding operation.
Although MIG gun consumables may seem like small part in the welding process, they can have a big impact. In fact, how well a welding operator selects and maintains these consumables can determine how productive and effective the welding operation is — and how long the consumables last. Below are a few best practices that every welding operator should know when it comes to choosing and maintaining nozzles, contact tips, retaining heads and gas diffusers, and cable. Because nozzles direct the shielding gas to the weld pool to protect it from atmospheric contamination, it is critical that gas flow is unobstructed. Nozzles should be cleaned as often as possible — at least every other welding cycle in a robotic welding operation — to prevent spatter buildup can lead to poor gas shielding or cause short-circuiting between the contact tip and nozzle. Always ream nozzles and remove all spatter with the proper designed cutting blade to prevent damage to the nozzle and to avoid permanently altering it. Even when using a reamer or nozzle cleaning station, periodically inspect the nozzle for spatter adhesion, blocked gas ports and carburized contact surfaces before and after each use. Doing so is added protection to prevent poor gas flow that could affect weld quality. Often, if spatter adheres to a nozzle, it means that nozzle’s life is over. Consider using a quick spray of anti-spatter solution at least every other reaming session. When using this liquid in conjunction with a reamer, be careful that the sprayer never sprays the insert, because the solution will deteriorate the ceramic compound or fiberglass inside the nozzle. For high-temperature robotic welding applications, heavy-duty consumables are recommended. Keep in mind that, while brass nozzles often collect less spatter, they are also less heat resistant than copper. However, spatter more readily adheres to copper nozzles. Choose your nozzle compound according to the application — decide whether it’s more efficient to frequently change over bronze nozzles that burn out faster or consistently ream copper nozzles that last longer but collect more spatter. Typically a contact tip wears out in one area or on one side first, depending on the welding cycle and how tight the| wire is. Using contact tips that can be rotated within the gas diffuser (or retaining head) can help extend the life of this consumable —and possibly even double its service life. Always inspect contact tips and gas diffusers before and after each use to ensure all of the connections are in place and snug. When using an anti-spatter liquid, periodically check gas ports in the gas diffuser for blockage, and regularly inspect and replace the O-rings and metal retaining rings that hold the nozzle in place. Old rings can cause nozzles to fall down or shift positions at the point of connection to the gas diffuser. Next, be sure all of the parts match. For example, when using a coarse threaded contact tip, make sure it is paired with a threaded diffuser that matches. If the robotic welding operation calls for a heavy-duty retaining head, be sure to pair it with heavy-duty contact tips. Lastly, always select the proper diameter contact tip for the wire being used. Note, that some mild steel or stainless steel wire might call for a contact tip with a smaller inside diameter as compared to the wire size. Never hesitate to consult tech support or a sales person to determine which contact tip and gas diffuser combination will best suit the application. Always check the torques of the body tube and end fittings regularly, as loose fitting cables can cause overheating and lead the robotic MIG gun to prematurely fail. Likewise, periodically check all cables and ground connections. Avoid rough surfaces and sharp edges that can cause tears and nicks in the cable jacket; these can also cause the gun to prematurely fail. Never bend cables more than suggested by the manufacturer. In fact, sharp bends and loops in the cable should always be avoided. Often the best solution is to suspend the wire feeder from a boom or trolley, thereby eliminating a large number of bends and keeping the cable clear of hot weldments or other hazards that could lead to cuts or bends. Also, never immerse the liner in cleaning solvents because it will corrode the cable and outer jacket, reducing the life expectancy of both. But do periodically blow it out with compressed air. Finally use anti-seize on all threaded connections to ensure electricity transmission flows smoothly and everything all connections remain tight. Remember, by selecting complementary consumable components and taking good care of them, it is not only possible maximize the efficiency and productivity of the robotic welding operation, but also it is possible to reduce downtime and increase profits. In many cases, MIG gun consumables may be an afterthought in the welding process, as concerns with equipment, workflow, part design and more dominate the attention of welding operators, supervisors and others involved in the operation. Yet, these components — particularly contact tips — can have a significant impact on welding performance. In a MIG welding process, the contact tip is responsible for transferring the welding current to the wire as it passes through the bore, creating the arc. Optimally, the wire should feed through with minimal resistance while still maintaining electrical contact. The position of the contact tip within the nozzle, referred to as the contact tip recess, is just as important. It can influence quality, productivity and costs in the welding operation. It can also affect the amount of time spent performing non-value-added activities, such as grinding or blasting parts that do not contribute to the operation’s overall throughput or profitability. Contact tip recess affects a number of factors that in turn can influence weld quality. For example, stickout or electrode extension (the length of the wire between the end of the contact tip and the work surface) varies according to contact tip recess — specifically, the greater the contact tip recess, the longer the wire stickout. As the wire stickout increases, voltage increases and amperage decreases. When this occurs, the arc may destabilize, causing excessive spatter, arc wander, poor heat control on thin metals and slower travel speeds. Contact tip recess also affects radiant heat from the welding arc. Heat buildup leads to an increase in electrical resistance in the front-end consumables, which reduces the contact tip’s ability to pass the current along to the wire. This poor conductivity can cause insufficient penetration, spatter and other problems that could result in an unacceptable weld or lead to rework. Also, too much heat generally reduces the working life of the contact tip. The result is higher overall consumable costs and greater downtime for contact tip changeover. Because labor is almost always the greatest cost in a welding operation, that downtime can add up to unnecessary increases in production costs. Another important factor impacted by contact tip recess is shielding gas coverage. When the contact tip’s recess positions the nozzle farther away from the arc and weld puddle, the welding area is more susceptible to airflow that can disturb or displace shielding gas. Poor shielding gas coverage leads to porosity, spatter and insufficient penetration. For all of these reasons, it’s important to utilize the correct contact recess for the application. Some recommendations follow. The diffuser, the tip and the nozzle are the three primary parts that comprise MIG gun consumables. The diffuser attaches directly to the gun neck and carries current through to the contact tip and directs the gas into the nozzle. The tip connects with the diffuser and transfers the current to the wire as it guides it through the nozzle and to the weld puddle. The nozzle attaches to the diffuser and serves to keep the shielding gas focused on the welding arc and puddle. Each component plays a critical role in overall weld quality. Two types of contact tip recess are available with MIG gun consumables: fixed or adjustable. Because an adjustable contact tip recess can be changed to varying ranges of depth and extensions, they have the advantage of being able to meet the recess demands of different applications and processes. However, they also increase the potential for human error, since welding operators adjust them by maneuvering the position of the nozzle or via a locking mechanism that secures the contact tip at a given recess. To prevent variations, some companies prefer fixed-recess tips as a way to ensure weld uniformity and achieve consistent results from one welding operator to the next. Fixed recess tips are commonplace in automated welding applications where a consistent tip location is critical. Different manufacturers make consumables to accommodate a variety of contact tip recess depths, which typically range from a 1⁄4-inch recess to a 1⁄8-inch extension. The correct contact tip recess varies according to the application. A good rule to consider is under most conditions, as the current increases, the recess should also increase. Also because less wire stickout typically results in a more stable arc and better low-voltage penetration, the best wire stickout length is generally the shortest one allowable for the application. Here are some guidelines, below. Also, see Figure 1 for additional notes. These considerations can help with the choice, but always consult the manufacturer’s recommendations to determine the right contact tip recess for the job. Remember, the correct position can reduce the opportunity for excessive spatter, porosity, insufficient penetration, burn-through or warping on thinner materials, and more. Moreover, when a company recognizes contact tip recess as the culprit of such problems, it can help eliminate time-consuming and costly troubleshooting or post-weld activities such as rework. Because contact tips are an important factor in completing quality welds and reducing downtime, it’s important to select a high-quality contact tip. While these products may cost slightly more than lesser-grade products, they offer long-term value by extending life spans and reducing downtime for changeover. In addition, higher-quality contact tips may be made from improved copper alloys and are typically machined to tighter mechanical tolerances, creating a better thermal and electrical connection to minimize heat buildup and electrical resistance. Higher-quality consumables typically feature a smoother center bore, resulting in less friction as the wire feeds through. That means consistent wire feeding with less drag, and fewer potential quality issues. Higher-quality contact tips can also help minimize burnbacks and help prevent an erratic arc caused by inconsistent electrical conductivity. Select from Bernard consumables systems
Welding automation offers numerous benefits for companies of all sizes — from improved productivity and weld consistency to lower costs for production, labor and materials.When implemented correctly, robotic welding systems also help companies gain a competitive advantage over those that have not made the transition to this technology. More than ever, smaller shops are beginning to make the investment in automation and realizing positive results. There are, however, various considerations to make before adding a robotic welding system to the shop floor. Selecting the right system, assessing the available facility space and training welding operators properly are just a few factors that can help companies gain the best efficiencies and the best payback. Robotic welding systems offer consistency and repeatability that can lead to significant improvements in productivity and finished part quality. That better quality also helps reduce the time and money spent on rework. In addition, these systems can lower production costs by reducing waste and labor requirements. For example, a robot has the ability to lay down the same amount of weld metal each pass with limited supervision, eliminating the issue of over-welding and the associated filler metal waste and cost. Such benefits translate to many applications in both large and small shops. Yet the investment in even one robotic cell in a smaller shop may result in welding automation taking over a higher percentage of the total welding output, for a potentially greater return on investment (ROI). Likewise, while larger companies may have more resources to draw on when adding welding automation, smaller shops can potentially gain greater flexibility while adding automation. In some cases, the owner may frequently be on the shop floor, and employees may wear multiple hats. The outcome is a collaboration that can result in greater employee buy-in on the purchase and an innovative approach to gaining the best efficiencies. Still, a good rule of thumb for any shop considering robotic welding — small ones included — is to fully evaluate the welding operation and parts before making the purchase. When considering welding automation, shops should ask the question “What are our pains?” By identifying goals before starting the process, the company can determine if welding automation is indeed the right solution. Those goals may include improved throughput, increased welding quality or simplified training for welding operators. Once a company identifies the challenges and goals, considering the following can help: Knowing the benefits robotic welding can provide in a specific shop can offer a better understanding of what the ROI expectations are. ROI estimates should consider the labor rate of each shop and how much time welding automation might save, as well as the ratio of machine uptime to downtime for part and fixture changeover. Some shops may have a single part with enough volume to justify a robotic system. In other shops, it may be necessary to combine multiple parts to get the needed volume for ROI purposes. In those cases, grouping by family of parts (like parts of different sizes, for example), can help improve efficiency and save on downtime for fixture changeover. The robotic welding solution needed for a specific company may require a weld cell that is larger than the area available. The need to expand or modify the space to accommodate a welding automation solution adds to the costs and can greatly impact ROI, so it’s an important consideration to keep in mind. While parts don’t need to be perfect, they do need to be repeatable. If there is a gap in a part, it needs to be a repeatable gap so that it can be welded by the system the same way each time. When there is too much variability in the parts, it can lead to more downtime for adjustment or rework. The workflow for robotic welding will likely be quite different than the workflow for semi-automatic orders, which can be changed more easily and produced in smaller batches. A robotic system typically produces three to five times the number of parts in the same amount of time and requires the throughput to be more consistent throughout the entire process. This is one of the most important factors to operate a successful robotic welding operation — especially for first-time users and smaller shops where technicians may not be in-house. Unfortunately, it is also often one of the most overlooked factors. The initial training on a robotic welding system is critical, and many welding manufacturers offer on-site training to help with installation, basic programming and user training. This training can help prevent common issues that keep the system from functioning properly, such as incorrect liner and/or gun installation. It is also important to conduct ongoing training. The features and functions of robotic welding cells can change, so it’s important to remain up to date on them to make the most out of the investment. There are technologies and solutions available that make it easier and more feasible for smaller shops to add welding automation. Pre-wired and pre-assembled robotic weld cells are one such example. In fact, some preconfigured systems can be up and running within a matter of hours. Offline programming can also provide benefits for companies. It allows shops to program parts and design fixtures before the welding actually takes place in the weld cell. This feature offers the ability to remove any mistakes before material is cut for fixtures and can reduce machine downtime for setup. The result is greater uptime and throughput that is consistently high. Several options in robotic MIG gun technology and peripherals can also help increase productivity and reduce downtime for consumable changeover, further increasing the ROI for smaller shops. A robotic cleaning station (or reamer), for example, removes spatter from front-end consumables without the welding operator entering the cell. This spatter removal helps consumables last longer and reduces downtime for maintenance. Front-loading liner systems available for some robotic welding guns are also designed to minimize downtime and reduce issues with wire feeding. Proper installation of the liner is critical to its ability to guide the wire through the power cable and up to the contact tip. Improper liner installation, which includes trimming the liner too short or having a liner that is too long, can lead to a number of issues, including birdnesting, poor wire feeding and debris in the liner. Front-loading liner technology can save significant time in changeover, by allowing operators to easily change the liner at the front of the gun without removing the gun from the robotic system. Some front-loading liners also have a spring-loaded module to accommodate for up to 1 inch of forgiveness for improperly trimmed liners. Increasingly, the positive impact of welding automation is helping smaller shops become more competitive. To gain the benefit of improved quality and productivity, and to reduce costs, companies should always plan out their robot purchase and implementation carefully. A trusted equipment manufacturer is a good resource to help.
As with any piece of equipment in the shop or on the jobsite, proper storage and care of MIG guns and welding consumables are important. These may seem like rather insignificant components at first, but they can have a big impact on productivity, costs, weld quality and even safety. MIG guns and consumables (e.g. contact tips, nozzles, liners and gas diffusers) that are not properly stored or maintained can pick up dirt, debris and oil, which can hinder gas flow during the welding process and lead to contamination of the weld. Proper storage and care is especially important in humid environments or on jobsites near water, such as shipyards, since exposure to moisture can lead to corrosion of welding guns and consumables — particularly the MIG gun liner. Proper storage of MIG guns, cables and consumables not only helps protect the equipment from damage, but it also improves jobsite safety. Leaving MIG guns or consumables lying on the floor or the ground can lead to tripping hazards that can negatively impact worker safety. It also can cause damage to the welding cables, which could be cut or torn by workplace equipment, such as forklifts. The risk of picking up contaminants is greater if the gun is left on the ground, and can lead to poor welding performance and possibly a shorter life span. It is not uncommon for some welding operators to place the whole MIG gun nozzle and neck into a metal tube for storage. However, this practice puts extra force on the nozzle and/or front end of the gun each time the welding operator removes it from the tube. This action can cause broken parts or nicks on the nozzle where spatter can adhere, causing poor shielding gas flow, poor weld quality and downtime for rework. Another common storage mistake is to hang the MIG gun by its trigger. This practice will naturally change the activation point for the way the trigger level engages the switch. Over time, the MIG gun will not start in the same manner because the welding operator will have to pull the trigger progressively harder each time. Ultimately, the trigger will no longer function properly (or at all) and will require replacement. Any of these common, but poor, storage practices can weaken the MIG gun and/or consumables, leading to poor performance that impacts productivity, quality and costs. For proper storage of MIG guns, keep them out of the dirt; avoid hanging them in a way that could cause damage to the cable or trigger; and keep them in a safe, out-of-the-way location. Welding operators should coil the MIG gun and cable into as small of a loop as possible for storage — make sure it’s not dragging or hanging in the path of high traffic areas. Use a gun hanger when possible for storage, and take care that the gun is hanging from near the handle and that the neck is in the air, as opposed to pointing downward. If a gun hanger is not available, coil the cable and place the MIG gun on an elevated tube, so that gun and cable is off the floor and away from debris and dirt. Depending on the environment, welding operators may choose to coil the MIG gun and lay it flat on an elevated surface. When implementing this measure, make sure the neck is at the topmost vertical point after coiling the gun. Also, minimize a MIG gun’s exposure to the atmosphere when it’s not being used for welding. Doing so can help keep this equipment in good working condition for longer. MIG gun consumables benefit from proper storage and handling, as well. A few best practices can help to achieve a high-quality weld and maintain productivity. Storing consumables, unwrapped, in a bin — especially nozzles — can lead to scratching that can negatively impact performance and cause spatter to adhere more readily. Keep these and other consumables, such as liners and contact tips, in their original, sealed packaging until they are ready for use. Doing so helps protect the consumables from moisture, dirt and other debris that can damage them and minimizes the opportunity to cause poor weld quality. The longer consumables are protected from the atmosphere, the better they will perform — contact tips and nozzles that are not stored properly can wear before they are even used. Always wear gloves when handling consumables. Oil and dirt from the welding operator’s hands can contaminate them and lead to problems in the weld. When installing MIG gun liners, avoid uncoiling the liner and letting it drag on the floor when feeding it through the gun. When that happens, any contaminants on the floor will push through the MIG gun and have the potential to impede gas flow, shielding gas coverage and wire feeding — all factors that can lead to quality issues, downtime and potentially, cost for rework. Instead, use both hands: Hold the gun in one hand and uncoil the liner naturally with the other hand while feeding it through the gun. Proper storage of MIG guns and consumables can seem like a small issue, especially in a large shop or jobsite. However, it can have a great effect on costs, productivity and weld quality. Damaged equipment and consumables can lead to shorter product life, rework of welds and increased downtime for maintenance and replacement.
While only one part of a much larger system, the contact tip in both robotic and semi-automatic welding MIG guns plays a critical role in providing sound weld quality. It can also factor measurably into the productivity and profitability of a welding operation — downtime for excessive changeover can be detrimental to throughput, and the cost for labor and inventory. The major functions of a contact tip are to guide the welding wire and transfer the welding current to the wire as it passes through the bore. The goal is to have the wire feed through the contact tip smoothly, while maintaining maximum contact. To get the best results, it is important to have the right contact tip size —or inner diameter (ID) — for the application. The welding wire and welding process both influence the selection.
Estimated reading time: 5 minutes There are many considerations that factor into a company’s ability to achieve the best quality and highest productivity in the welding operation. Everything from selecting the right power source and welding process to the organization of the weld cell and workflow play a role in that success. Although a smaller part of the whole operation, MIG guns also play an important part. In addition to being responsible for delivering the current to create the arc that generates the weld, MIG guns are also the one piece of equipment that directly impacts the welding operator — day in and day out, shift after shift. The heat of the gun, along with the weight and repetitive motion of welding make it necessary to find the right gun to improve comfort and allow the welding operator the opportunity to put his or her best skills forward. With that in mind, MIG gun manufacturers throughout the industry have identified ways to make MIG guns more ergonomic and perform better. Changes that help expedite welding operator training and improve the welding environment also continue to emerge, as do MIG guns designed to reduce costs. Manufacturers continue to build features into MIG guns to help welding operators gain the highest level of quality, while also assisting them in producing a greater level of throughput. While it may seem like a minor advancement, the addition of a swivel at the base of the MIG gun handle has become an important feature that contributes positively to welding operator comfort and productivity. MIG guns that provide a 360-degree swivel offer greater maneuverability for accessing weld joints and are less fatiguing to adjust throughout the course of a welding shift. This feature also reduces the strain on the power cable, resulting in less downtime and costs for changeover. The addition of rubber handle over-molding, which is becoming more popular in industrial settings, can further improve MIG gun ergonomics by providing welding operators with a more secure and comfortable grip. The over-molding can also help reduce vibrations during the welding process, minimizing hand and wrist fatigue. MIG gun manufacturers are also adding in features to their products that help minimize costs. Liners that require no measurement during installation and are locked at the front and back of the gun are one example. The liner locks and trim accuracy prevent gaps forming along the wire feed path between the ends of the liner and the contact tip and power pin. Gaps can lead to birdnesting, burnbacks and erratic arc — issues that often result in wasted time spent troubleshooting and/or reworking the weld. As companies seek out ways to address environmental regulations and create a safer, cleaner and more compliant welding operation, fume extraction guns have increased in popularity. These guns capture weld fume and visible smoke right at the source, over and around the weld pool. They operate by way of a vacuum chamber that suctions the fumes through the handle of the gun, into the gun’s hose through to a port on the filtration system. While effective in helping remove weld fume, fume extraction guns in the past have been rather heavy and bulky; they are larger than standard MIG guns in order to accommodate the vacuum chamber and the extraction hose. This extra bulk could increase welding operator fatigue and limit his or her ability to maneuver around the welding application. Manufacturers today offer fume extraction guns that are smaller (near the size of a standard MIG gun) and that feature swiveled handles to make them easier to manage. Some fume extraction guns now also feature adjustable extraction control regulators at the front of the gun handle. These allow welding operators to easily balance suction with shielding gas flow to protect against porosity. As the fabrication and manufacturing industries evolve, companies need to seek out welding equipment that can meet those changing demands — and no single MIG gun can do the job for every application. To ensure companies have the exact MIG gun necessary, many manufacturers have moved toward configurable products. Typical configurator options include: amperage, cable type and length, handle type (straight or curved), and neck length and angle. These configurators also offer the option to select the type of contact tip and MIG gun liners. Upon selecting the desired features for a given MIG gun, companies can purchase the unique part number through a welding distributor. MIG gun performance can also be augmented by the selection of accessories. Flexible necks, for example, can save labor and time by allowing the welding operator to rotate or bend the neck to the desired angle. Neck grips can add to operator comfort by reducing heat exposure and helping the welding operator maintain a steady position, leading to less fatigue and better weld quality. With the advent of advanced welding information management systems — software-driven solutions that gather weld data and can monitor most every aspect of the welding process — specialized MIG guns with a built-interface have also been introduced to the marketplace. These guns pair with the weld sequencing functions of the welding information management system, using the screen to guide the welding operator through the order and placement of each weld. Similarly, some welding performance training systems feature MIG guns with built-in displays that provide visual feedback regarding proper gun angle, travel speeds and more, allowing the welding operator to make corrections as he or she trains. Both types of guns have been designed to help streamline welding operator training and, like other MIG guns in today’s marketplace, can help support the creation of high-quality welds and positive levels of productivity in the welding operation.
As companies seek out means to increase productivity and improve quality, the investment in welding automation continues to grow across the fabrication and manufacturing industries. Along with providing greater efficiencies, robotic welding systems allow companies to streamline their operations to gain cost savings and to position themselves favorably among the competition. Selecting the right robot and power source, and ensuring that the parts to be welded lend themselves to automation — namely that they are repeatable and offer joint accessibility — are all vital to success. There are also steps that companies can take to optimize the robotic welding process by way of the robotic gas metal arc welding (GMAW) gun. From making the proper selection for the application to implementing appropriate preventive maintenance and more, this component can help support greater arc-on time, reduce costs and help companies realize the benefits of welding automation. Determining the right robotic GMAW gun depends on the application, including the type and thickness of material being welded, the length of the weld and the amperage required. The type of robotic welding system also factors into the decision, as through-arm robots are becoming more prevalent in the industry and replacing many conventional robots due to their ability to reduce cable wear from routine torsion. In this case, a through-arm robotic GMAW gun, in which the cable assembly runs through the arm of the robot (as opposed to over it), is necessary. As with conventional GMAW guns, through-arm style guns are available in air- or water-cooled varieties. In most applications, air-cooled GMAW guns provide the necessary cooling capacity to protect against premature failure and offer good performance. These guns rely on both the copper in the unicable and the ambient air for cooling. In addition to working well on lower amperage applications, for welding materials up to 0.16-inch thick and for short, high-volume welds, air-cooled GMAW guns are also quite sturdy. In heavy equipment manufacturing and similar industries, water-cooled robotic GMAW guns are often chosen due to their ability to weld on thicker materials (over 1/4 inch) for longer periods of time. While more expensive up front and more to maintain, these guns offer high amperages (usually 300 to 600 amps) at 100 percent duty cycle, which makes them well suited for long weldments. These GMAW guns operate by circulating coolant from a radiator unit through the power cable via cooling hoses and through the gun and neck. This coolant returns to the radiator where it releases the heat that it absorbed during the welding process. Because of the water circuit, there is the potential for leaks so companies should take care to implement a preventive maintenance schedule to help protect against issues. In the event that a company welds materials of a variety of thicknesses at low and high amperages, a good choice for a GMAW gun is a hybrid variety featuring a durable air-cooled neck with external water lines. The neck, power cable and other components chosen for a robotic GMAW gun can have a measurable impact on welding performance and productivity. The goal with each of these items is to keep them functioning correctly and prevent premature failure so that the robot can maintain the high levels of arc-on time it was designed to provide. It is important that the robotic GMAW gun is able to access the weld joint accurately and fully, and utilizing the proper neck style and length for the job is key. Typically, GMAW gun manufacturers offer necks in multiple angles ranging from 22 to 180 degrees, and in various lengths to accommodate most robotic welding applications. In some cases, however, it may be necessary to special-order a neck. Whichever the case, having a neck that can reach the weld joint appropriately can reduce weld defects by completing the weld properly the first time, and eliminate downtime for rework. The right power cable style and length on a robotic GMAW can also help companies achieve efficiencies in the robotic welding operation. In a through-arm robotic application, the selection is simpler, as the power cable is typically sold in set lengths to match a specific make and model of robot. Still, companies may want to consider additional options for these components, such as power cables with a rotating connection. This feature helps relieve stress on the cable and power pin, resulting in less kinking and a longer life. For conventional robots, selecting the correct length of power cable is important — too long of a cable can easily kink or whip around during the welding process, whereas too short of a cable can stretch and wear more quickly. Both can result in premature cable failure, and downtime and costs for cable replacement. When in doubt about the selection, contact a trusted robotic integrator, robotic GMAW gun manufacturer or welding distributor for assistance. Companies should also look for sturdy power cables that are able to withstand UV damage from the arc and resist wear, as well as those with quick-change features to further extend cable life, simplify changeover and prevent interruptions to the welding process. Using high-quality consumables — nozzles, contact tips and gas diffusers — is another way to improve the robotic welding operation and protect the robotic GMAW gun. For higher-amperage applications, companies may want to consider a chrome zirconium contact tip to withstand the higher heat levels. The connections between consumables should always be tight to prevent electrical resistance that could lead to failure and to gain good conductivity for a smooth and stable arc. When possible, adding a nozzle cleaning station or reamer to the robotic weld cell can further optimize the performance of the consumables and the robotic GMAW gun by ensuring that the nozzle is free of spatter and able to direct the shielding gas to the weld pool to protect the weld. It can also help minimize the risk of the consumables overheating. In certain instances, companies may reprogram the robot after a collision in order to re-establish tool center point (TCP) with a bent robotic GMAW gun neck. As an alternative, a neck checking fixture (or neck inspection fixture) can adjust the neck back to the correct TCP to help improve the performance of the gun and gain greater arc-on time. The neck checking fixture tests the neck profile to ensure that the contact tip will meet the TCP. If the tool point is off because of an impact or other problem, it readjusts the neck back to the correct position. This peripheral can also be used to inspect a new robotic GMAW gun neck prior to installation to ensure it is accurate. For companies that maintain a large number of robotic welding cells, a neck checking fixture can reduce downtime and costs when exchanging necks from one robotic GMAW gun to another — welding operators need only to remove the damaged or bent neck and replace it with a spare one that has been inspected already to get the robot back to welding immediately. The damaged neck can then be set aside for adjustments while the robot is already online. For newer robots with more sophisticated collision detection software, using a solid mount to protect the gun in the event of an impact can also help maintain a more accurate TCP than a clutch mount. Unlike a clutch mount that is designed to move, these durable, high-strength mounts offer greater repeatability for higher weld quality. They are also less expensive. To help maintain accuracy, quality and speed in the robotic welding operation, additions to the robotic GMAW gun like air blast and wire brake features are beneficial. An option for both air- and water-cooled robotic GMAW guns, the air blast feature forces high-pressure air through the front of the gun to help remove debris that could enter the weld pool and negatively affect weld quality. Welding operators can program the air blast feature to operate between weld cycles to reduce unnecessary downtime. Another option for robotic GMAW guns to help optimize welding performance is the addition of a wire brake feature. As its name implies, a wire brake prevents wire feeding when welding stops. The result is a consistent wire extension at the beginning of every weld, a factor that especially complements robots using touch-sensing software — the wire brake keeps the wire in position as the robot searches for the weld joint location. This optional robotic GMAW gun feature also keeps the wire from unspooling during arc starting and stops. Preventive maintenance (PM) is critical for gaining optimal performance from a robotic GMAW gun, whether it is air- or water-cooled or a conventional or through-arm style. Recommend PM activities include: The frequency of the PM schedule will depend on the size of the robotic welding operation and the application. Companies with large weldments on thick materials stand to have greater costs and downtime for rework should the gun fail and cause a quality issue. Maintaining the robotic GMAW gun more frequently is advised.
Solving Five Causes of Downtime in a Robotic Welding Operation
Solving Five Causes of Downtime in a Robotic Welding Operation
Cause No. 1: Poor cable management and/or incorrect cable selection

Solutions:
Cause No. 2: Premature consumable failure
Solution:

Cause No. 3 Excessive spatter buildup in consumables
Solution:

Cause No. 4: Collisions
Solution:
Cause No. 5: Poor wire feeding
Solution:
Tips for Maximizing Welding Operator Comfort and Productivity
Tips for Maximizing Welding Operator Comfort and Productivity

Selecting the right gas metal arc welding (GMAW) gun
Amperage:
Handle:
Trigger:
Neck:
Power cable:
Consider gun balance

Customize for the job
Use correct positioning and form
Maximizing comfort
Best Practices for Success in Self-Shielded Flux-Cored Welding
Best Practices for Success in Self-Shielded Flux-Cored Welding

Slag inclusions
Porosity
Wormtracking
Two additional defects affecting weld quality are lack of fusion and undercutting. Preventing these issues can help welding operations save time and money in rework and downtime. Problems with penetration
Finding success
Understanding Gun Ratings: What You Need to Know to Select Your MIG Gun
Understanding Gun Ratings: What You Need to Know to Select Your MIG Gun

Gun ratings explained
How do you operate?
Understanding the impact of heat
Radiant Heat
Resistive Heat
As an air-cooled MIG gun increases in amperage, the size of the cable, connections and handles also increases. Therefore, a MIG gun with a higher rated capacity almost always has greater mass. If you are an occasional welder, that weight and size increase may not bother you; however, if you weld all day, every day, it is better to find a lighter and smaller MIG gun suited to your application. In some cases, that may mean switching to a water-cooled MIG gun, which is smaller and lighter, but can also provide the same welding capacity. Deciding between air- and water-cooled
Final thoughts to keep you comfortable
Considerations for Consumables in Robotic Welding Applications
Considerations for Consumables in Robotic Welding Applications
Space and duty cycle factors

Consumable materials and sizes

good defense against premature consumable
failure and poor shielding gas coverage,
and can help extend the life of front-end
consumables.Heavy- versus standard-duty
Welding mode and wear
Consider the impact of welding wire
Maintaining Consumables
Gain Efficiencies and Extend Consumable Life with Anti-Spatter Compound
Gain Efficiencies and Extend Consumable Life with Anti-Spatter Compound

Although it resembles water in its consistency, anti-spatter compound (when applied correctly and in the appropriate volume), will not drip like water. It simply creates a sacrificial barrier between the nozzle and any spatter generated during the welding process; the spatter easily falls off when the nozzle cleaning station performs the reaming cycle, thereby leaving the nozzle and other front-end consumables clean. The compound must be reapplied frequently to help maintain that barrier. tt
Positioning the robotic GMAW gun and front-end consumables in the correct location for the ream cycle and anti-spatter application helps the compound to be applied uniformly. To gain optimal spray coverage, always follow the manufacturer’s instructions for proper setup based on the nozzle bore size. If the sprayer is too far away from the nozzle, it will not provide adequate coverage to prevent spatter buildup. If the nozzle and sprayer are too close, too much spray may saturate the nozzle insulator, which can lead to premature failure.Adding a spray containment unit

This 3- to 4-inch unit fits over the spray head on the anti-spatter compound sprayer. Additional tips for effective nozzle cleaning station operation
Tips for Optimizing Reamer Usage
Tips for Optimizing Reamer Usage

This article has been published as an exclusive with The Fabricator. To read the entire article, provided by Ryan Lizotte, Tregaskiss field technical support specialist, please click here.
Customizing Your GMAW Gun for the Job
Customizing Your GMAW Gun for the Job

This article has been published as a web-exclusive on thefabricator.com. To read the entire story, please click here.
Getting the Most Out of Peripherals
Getting the Most Out of Peripherals

Clutches

Wire cutters
Neck inspection fixtures

Nozzle cleaning stations and sprayers
No peripheral decision
What You Should Know About Robotic MIG Gun Clutches
What You Should Know About Robotic MIG Gun Clutches
7 Tips for Improving MIG Welding
7 Tips for Improving MIG Welding
1. Remember that the best MIG welding operator is a safe one.

2. Do your research before you set up your equipment.
3. Make sure all of your connections are sound before getting started.

4. Select the proper drive roll and tension setting to effectively feed wire.
5. Use the correct contact tip recess for the application.
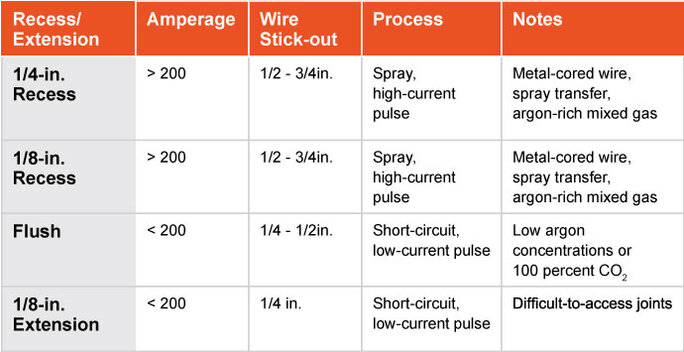
6. Use the shielding gas best suited to your wire.
7. Keep the wire directed at the leading edge of the weld pool.
Common Causes and Solutions to GMAW Gun Overheating
Common Causes and Solutions to GMAW Gun Overheating

This article has been published as an exclusive with Practical Welding Today on thefabricator.com. To read the entire story, please click here.
Through-Arm Robotic MIG Guns: Top 10 Things to Consider
Through-Arm Robotic MIG Guns: Top 10 Things to Consider

1) Look for a gun that offers good power cable rotation.
2) Look for power cables constructed of durable components and materials.
3) Select the proper amperage of gun.
4) Identify whether the robot has collision software.
5) Consult the manufacturer’s instructions when installing a through-arm robotic MIG gun.
6) Be sure the power cable position is correct and avoid making it too taut.

7) Always install the stud into the front housing before bolting the front end onto the robot wrist.
8) Position the wire feeder close enough to the power cable that it will not be unnecessarily stretched.
9) Regularly conduct preventive maintenance and check for clean, secure connections.
10) Visually inspect consumables and the gun on a regular basis for signs of spatter.
Best Practices and Troubleshooting Tips to Optimize Robotic Welding
Best Practices and Troubleshooting Tips to Optimize Robotic Welding

This article has been published as a web-exclusive on thefabricator.com. To read the entire article, provided by Ryan Lizotte, Tregaskiss field technical support specialist, please click here.
Preventive Maintenance Helps Optimize MIG Gun Performance
Preventive Maintenance Helps Optimize MIG Gun Performance

Proper inspection
Liner

Consumables
Final thoughts
Criteria for Selecting a MIG Gun
Criteria for Selecting a MIG Gun

What’s the right amperage?
Water- versus air-cooled

Heavy- versus light-duty
Fume extraction guns

Other considerations: Cables and handles
Conclusion
Ways to Get the Most Out of Your MIG Gun Consumables
Ways to Get the Most Out of Your MIG Gun Consumables

Nozzles
Contact Tips and Gas Diffusers
Cables
Correct Contact Tip Recess Can Improve Welding Efficiency
Correct Contact Tip Recess Can Improve Welding Efficiency

The impact on weld quality

Types of contact tip recess
Determining the correct recess
Additional information: Select quality tips
Robotic Welding Can Offer Benefits for Smaller Shops
Robotic Welding Can Offer Benefits for Smaller Shops

Benefits of robotic welding
Key considerations
Justifying expenses to management or ownership
Physical space and facility modifications
Part design
Part workflow

Weld cell supervision and training
Advancements can make it easier
Become more competitive with robotic welding
Proper Storage of MIG Guns and Consumables
Proper Storage of MIG Guns and Consumables

Common mistakes
Tips for MIG gun storage
Consumables storage and handling

Small steps for success
Selecting the Right Size Contact Tip
Selecting the Right Size Contact Tip

This article has been published as a web-exclusive on thefabricator.com. To read the entire story please click here.
Trends in semi-automatic MIG guns to consider
Trends in semi-automatic MIG guns to consider
Building in features

Reducing fume
Configuring a MIG gun
Other trends
Optimizing the Robotic Welding Process with the Right GMAW Gun
Optimizing the Robotic Welding Process with the Right GMAW Gun
Making the right choice
Choosing proper components

Maintaining tool center point
Adding to welding performance
Robotic GMAW gun maintenance



















